When your welding project demands reliable performance in challenging conditions, understanding exactly how does a flux core welder work can make the difference between a strong, durable joint and a failed weld. Unlike traditional MIG welding that relies solely on external gas shielding, flux core welding combines the convenience of continuous wire feeding with built-in protection against atmospheric contamination. This guide reveals the engineering secrets behind this versatile process, explaining in clear terms how flux core welders create strong bonds even in windy outdoor conditions where other methods fail.
The magic happens through a hollow electrode wire filled with specialized compounds that transform under extreme heat. As you operate a flux core welder, the electrical arc heats this tubular wire to temperatures exceeding 6,000°F, triggering chemical reactions that simultaneously protect the molten metal and strengthen the final weld. Whether you’re repairing farm equipment in a field or fabricating structural steel in a shop, knowing the precise mechanics helps you optimize settings and avoid common pitfalls that compromise weld integrity.
The Hollow Electrode That Makes Flux Core Welding Possible
Your flux core welder’s performance centers on the tubular electrode wire that contains flux compounds at its core—this is what fundamentally distinguishes it from solid MIG wires. As the welding current passes through this hollow wire, the intense heat causes the internal flux ingredients to decompose in a precisely engineered sequence. The flux typically contains titanium dioxide for arc stability, silica to control slag formation, and manganese oxide to enhance the weld metal’s mechanical properties.
When you strike an arc with a flux core welder, the heat instantly begins breaking down these compounds. The chemical reaction releases protective gases that shield the weld pool while simultaneously forming a liquid slag layer that floats on top of the molten metal. This dual protection mechanism is why you can achieve quality welds even in breezy conditions that would ruin gas-shielded processes. The continuous wire feeding also means you can lay longer beads without stopping to replace electrodes like in stick welding.
Self-Shielded vs. Gas-Shielded Flux Core Systems: Choosing the Right Setup

You’ll encounter two distinct types of flux core welding systems, each with specific applications where they outperform the other. Understanding how does a flux core welder work in each configuration helps you select the right approach for your project.
Self-Shielded Flux Core: The Wind-Resistant Workhorse
Self-shielded flux core systems require no external gas cylinder, making them ideal when you’re working in remote locations or exposed to wind. This is why pipeline welders and field repair technicians overwhelmingly choose self-shielded FCAW—the flux core alone provides sufficient atmospheric protection through its chemical decomposition. As you weld, the flux ingredients create a protective gas cloud that displaces oxygen and nitrogen, preventing contamination even in 35+ mph winds that would disrupt gas-shielded processes.
The trade-off comes in visibility and cleanup. Self-shielded FCAW typically produces more smoke than gas-shielded variants, which can obscure your view of the weld pool. You’ll also notice thicker slag formation that requires more chipping after welding. Despite these drawbacks, the portability advantage makes self-shielded flux core welding indispensable for:
- Outdoor structural repairs
- Pipeline construction
- Shipyard maintenance
- Agricultural equipment field service
Gas-Shielded (Dual Shield) Flux Core: Precision for Critical Applications
When you need maximum weld quality in controlled environments, gas-shielded flux core welding—often called “dual shield”—delivers superior results. This configuration combines the flux-cored electrode with an external shielding gas (typically 75% argon/25% CO₂), creating a dual protection system that produces cleaner welds with fewer defects. The external gas provides primary atmospheric shielding while the flux core contributes to arc stability, adds alloying elements, and forms protective slag.
This dual protection mechanism gives you several advantages:
– Reduced spatter compared to self-shielded FCAW
– Better visibility of the weld pool due to less smoke
– Smoother bead appearance with minimal slag
– Enhanced mechanical properties for critical structural applications
Dual shield welding excels in fabrication shops where you’re building pressure vessels, structural steel assemblies, or other applications requiring certified weld quality. The external gas shield provides more consistent protection than flux alone, resulting in fewer porosity defects and more predictable mechanical properties.
Mastering the Three Critical Process Variables
Your success with flux core welding depends on properly balancing three interdependent variables that control heat input and weld characteristics. Getting these settings wrong is the most common reason for poor weld quality, even among experienced operators.
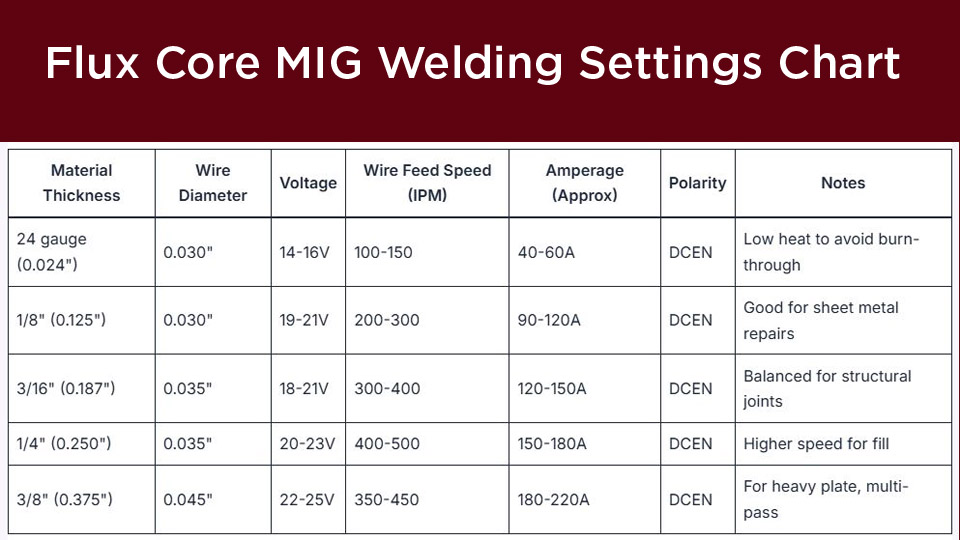
Wire Feed Speed: The Primary Control Knob
When you adjust the wire feed speed on your flux core welder, you’re directly controlling deposition rate and heat input. Higher wire speeds increase amperage draw and heat input, while slower speeds reduce both. For 0.035″ diameter wire on mild steel:
– Thin materials (16-14 gauge): 180-220 inches per minute
– Medium thickness (1/4″): 220-280 inches per minute
– Thick materials (1/2″+): 280-350 inches per minute
The key is matching wire speed to your material thickness—too fast on thin metal causes burn-through, while too slow on thick material results in poor fusion.
Voltage Settings: Controlling Arc Characteristics
Voltage directly affects arc length and weld bead profile. Higher voltage creates a longer arc with wider, shallower penetration, while lower voltage produces a shorter arc with deeper, narrower penetration. For most flux core applications, you’ll find optimal results between 18-28 volts, depending on:
- Wire diameter (thicker wires require higher voltage)
- Shielding method (gas-shielded typically needs higher voltage)
- Welding position (vertical/overhead often requires lower voltage)
Watch your weld bead as you adjust voltage—ideal settings produce consistent, slightly convex beads with smooth transitions to the base metal.
Travel Speed: The Balancing Act
Your torch travel speed interacts with wire feed and voltage to determine final weld quality. Move too fast and you’ll get inadequate penetration; go too slow and risk excessive buildup or burn-through. A good starting point is 4-8 inches per minute for most fillet welds, but adjust based on:
- Joint fit-up (tighter gaps require slower travel)
- Material thickness (thicker materials need slower travel)
- Welding position (overhead welding requires faster travel)
Practice on scrap material first to find the sweet spot where the weld pool maintains proper shape without excessive sagging or freezing.
Troubleshooting Common Flux Core Welding Defects
Even with proper settings, flux core welding can produce defects if you don’t understand their causes. Here are the most frequent issues and how to fix them:
Slag Inclusions: The Invisible Weakness
Slag trapped within the weld metal creates hidden weak points that can cause catastrophic failure. This happens when:
- You’re welding too fast, not giving slag time to rise
- Your electrode angle is too steep (keep 5-15 degrees travel angle)
- You’re not properly cleaning between passes
Fix: Slow your travel speed, maintain proper electrode angle, and thoroughly chip slag between passes. For critical welds, use gas-shielded FCAW which produces less slag.
Porosity: The Gas Pocket Problem
Tiny gas pockets in your weld significantly reduce strength. In self-shielded FCAW, this usually means:
- Excessive smoke disrupting the shielding gas cloud
- Contaminated base metal (oil, rust, paint)
- Wind exceeding the process’s tolerance
Fix: Clean base metal thoroughly, reduce wire feed speed slightly to decrease smoke, or switch to gas-shielded FCAW for critical applications.
Lack of Fusion: When Metal Won’t Bond
This dangerous defect occurs when weld metal doesn’t properly bond to base metal. Common causes:
- Insufficient heat input (too low wire speed/voltage)
- Excessive travel speed
- Poor joint preparation
Fix: Increase wire feed speed by 10-15%, reduce travel speed, and ensure proper bevel angles on thicker materials.
Why Flux Core Outperforms Other Processes in Key Applications

Understanding how does a flux core welder work reveals why it dominates certain applications:
- Outdoor welding: Self-shielded FCAW works reliably in wind where MIG fails
- Thick material welding: Higher deposition rates than stick welding
- All-position capability: Unlike submerged arc welding, flux core works vertically and overhead
- Productivity: Continuous wire feeding eliminates electrode changes required in stick welding
For farm equipment repair, structural steel fabrication, or pipeline construction, flux core welding often provides the best balance of quality, speed, and environmental tolerance. The key is selecting the right configuration (self-shielded vs. gas-shielded) and mastering the process variables for your specific application.
Essential Safety Practices for Flux Core Welding
Flux core welding produces more smoke than MIG welding, requiring specific safety measures:
- Use proper ventilation: Self-shielded FCAW generates significant fumes—always weld in well-ventilated areas or use extraction systems
- Wear appropriate respiratory protection: N95 masks aren’t sufficient; use P100 filters or powered air systems for extended work
- Protect against UV radiation: Flux core produces intense UV—always use proper shade lens (typically #10-12 for 150-250A)
- Wear flame-resistant clothing: Sparks travel farther with flux core than MIG welding
Never skip safety gear—the manganese fumes from flux core welding can cause serious neurological issues with prolonged exposure without protection.
Flux core welding represents an elegant engineering solution that combines the best features of multiple welding processes. By understanding exactly how does a flux core welder work—the chemical reactions in the flux core, the interaction of process variables, and the physics of dual protection—you can leverage its advantages while avoiding common pitfalls. Whether you’re working in a controlled shop environment or exposed to the elements, mastering these principles helps you produce stronger, more reliable welds with greater efficiency. The next time you pick up your flux core welding gun, remember that the hollow wire in your machine contains a carefully engineered chemical system working to protect and strengthen your weld with every bead you lay.
Leave a Reply