If you’ve ever wondered how does a laser welder work, you’re exploring one of manufacturing’s most precise joining technologies. Laser welding concentrates enormous energy into a microscopic spot—reaching power densities up to 1 MW/cm²—to melt and fuse metals with extraordinary accuracy. Unlike traditional arc or gas welding that spreads heat broadly, laser welding creates deep, narrow welds with minimal thermal distortion, making it indispensable in automotive, aerospace, and medical device manufacturing where precision is non-negotiable. Understanding how does a laser welder work reveals why this technology achieves weld quality and speed impossible with conventional methods.
The magic happens through stimulated emission of radiation—literally what “laser” stands for—where coherent light energy transforms into intense heat at the workpiece surface. When properly configured, this process creates keyhole-mode welds with depth-to-width ratios exceeding 10:1, something arc welding simply cannot match. As you’ll discover, the specific physics of energy absorption, beam delivery, and thermal dynamics determine whether your laser welder produces flawless joints or problematic failures.
Power Density Secrets: Why Laser Beats Traditional Welding
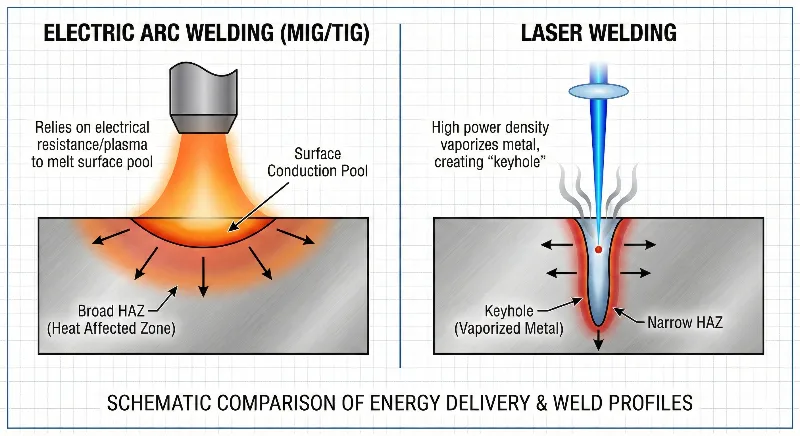
The critical difference between laser welding and conventional methods lies in power density—the watts concentrated per square millimeter. While a TIG torch might deliver 200W across a 1-2mm arc, industrial laser systems focus 1,000-6,000W into spots as small as 0.2mm. This extreme concentration creates instantaneous temperatures exceeding metal’s vaporization point, forming the keyhole cavity essential for deep penetration welds.
Spot size directly determines your weld’s geometry and penetration depth. Smaller spots (0.2-0.6mm) enable fine, deep welds in thin materials, while larger spots (2-5mm) suit surface treatments. Crucially, maximum penetration occurs when you position the focal point 0.5-1.0mm below the surface—not directly on it—creating optimal energy concentration at your target depth. Modern systems automatically adjust this positioning during complex 3D weld paths, maintaining consistent penetration even on curved surfaces.
Pro Tip: When welding reflective metals like aluminum, start with defocused beams to increase initial absorption before transitioning to tight focus—this prevents beam reflection from damaging optics.
Keyhole Mode: The Secret to Deep Penetration Welds
Why Your Laser Creates a Vapor Tunnel
Keyhole mode activates when power density exceeds 10⁶ W/cm², instantly vaporizing metal at the beam impact point. This creates a narrow, deep cavity surrounded by molten metal—the keyhole—that extends into your workpiece like a microscopic tunnel. The keyhole remains stable through dynamic equilibrium: evaporating metal’s recoil pressure pushes outward while surface tension and gravity work to collapse it.
Within this keyhole, Fresnel absorption dramatically boosts efficiency. Instead of reflecting off the surface, the beam undergoes multiple reflections off cavity walls, with each bounce transferring more energy to the metal. This self-amplifying process converts nearly 100% of beam energy into heat, explaining why keyhole-mode achieves penetration depths impossible through surface heating alone.
Recognizing Keyhole Instability Warning Signs
Watch for these visual indicators that your keyhole is becoming unstable:
– Excessive spatter indicating violent vaporization
– Irregular weld bead with inconsistent width
– Porosity from trapped gases as the keyhole collapses
– Undercutting along weld edges from uneven melting
Adjust your travel speed by ±10% or fine-tune focal position to restore stability. For aluminum alloys prone to hot cracking, switching to pulsed operation with 5-10ms pulse durations often resolves these issues.
Fiber vs. CO₂ Lasers: Choosing Your Welding Engine
Fiber Lasers: The Modern Workhorse
Fiber lasers have revolutionized industrial welding with power outputs up to 50kW, exceptional beam quality, and electrical efficiency exceeding 30%. Their 1μm wavelength offers balanced material absorption across steels and aluminum, while flexible fiber delivery enables seamless integration with robotic systems. You’ll achieve 2-3x faster welding speeds on thin sheets compared to CO₂ lasers, with significantly lower operating costs due to reduced power consumption and maintenance requirements.
Critical Advantage: Fiber lasers maintain beam quality through robotic motion paths, eliminating the alignment issues that plague mirror-based CO₂ systems during complex 3D welding.
CO₂ Lasers: Deep Penetration Specialists
CO₂ lasers operating at 10.6μm wavelength remain unmatched for deep-penetration applications in thick materials (6mm+). Their higher power outputs (up to 25kW) create wider keyholes that tolerate minor joint misalignment better than fiber lasers. However, they require rigid mirror-based beam delivery systems since fiber optics absorb this wavelength, making robotic integration more complex.
Warning: When welding with CO₂ lasers, always verify your shielding gas composition—helium mixtures reduce plasma absorption that otherwise blocks your beam from reaching the workpiece.
Pulsed Laser Welding: Precision Control for Thin Materials
Pulsed operation delivers energy in millisecond bursts rather than continuously, giving you unmatched control over heat input. Each pulse creates a micro-weld pool that solidifies before the next pulse arrives, preventing burn-through on razor-thin materials (0.1-0.5mm). The mathematical modeling uses Kronecker delta functions to represent discrete energy delivery, enabling precise prediction of thermal cycles.
Optimization Formula: For aluminum alloys, use pulse durations of 3-8ms with 50-70% peak power to minimize hot cracking risk while maintaining adequate penetration. Start with 30 pulses per second and adjust based on weld appearance.
Unlike continuous wave welding’s single thermal cycle, pulsed operation subjects each point to multiple heating/cooling events. This creates finer microstructures but increases residual stress—requiring careful parameter balancing for critical applications.
Automotive Laser Welding: Where Speed Meets Precision
Automotive manufacturers rely on laser welding for body-in-white assembly, where it outperforms spot welding with these measurable advantages:
– 30-40% weight reduction through optimized joint design
– 2-3x faster cycle times compared to resistance welding
– 0.1mm positional accuracy enabling tighter dimensional tolerances
– No post-weld grinding required for visible surfaces
The key to successful automotive application lies in joint fit-up control—laser welding requires gaps under 0.1mm for optimal results. Implementing in-process monitoring with high-speed cameras that detect keyhole stability in real-time prevents defects before they occur.
Laser-Hybrid Welding: The Best of Both Worlds
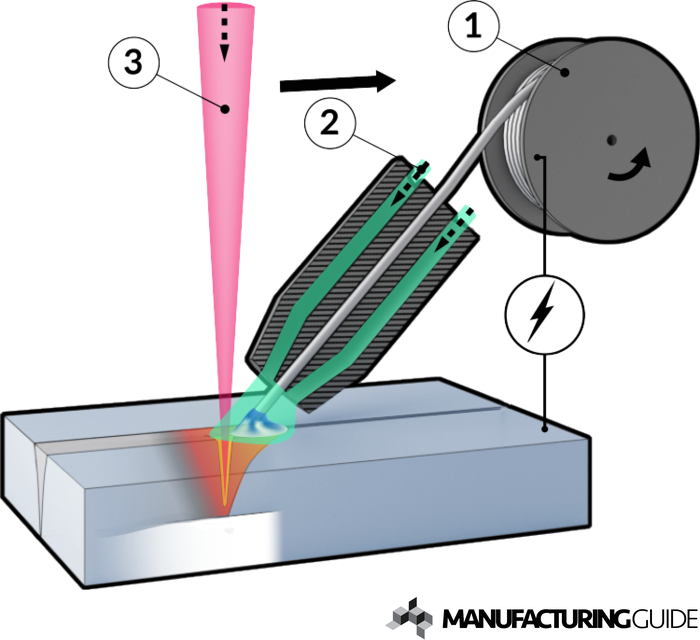
When you combine laser welding with gas metal arc welding (GMAW), you create a hybrid process that solves two critical limitations:
1. Bridging capability: The arc process fills gaps up to 0.5mm—impossible for pure laser welding
2. Deposition control: Precise wire feed creates consistent bead profiles without undercut
The laser preheats the joint and creates a stable keyhole, while the arc welding deposits filler metal with 30-50% less heat input than conventional GMAW. This reduces distortion while increasing travel speeds by 20-30% compared to arc welding alone. For thick-section welding (8mm+), hybrid systems eliminate the need for multiple passes, saving significant production time.
Critical Safety Protocols Every Operator Must Follow
Laser welding presents unique hazards requiring specific precautions beyond standard welding safety:
Eye Protection Essentials:
– Use wavelength-specific goggles (OD 5+ for 1μm fiber lasers)
– Install beam enclosures with safety interlocks that cut power when opened
– Never bypass curtain interlocks—even diffuse reflections can cause retinal damage
Fume Management Requirements:
– Maintain 100-150 CFM airflow at the weld point
– Use HEPA filtration for toxic metal fumes (cadmium, beryllium)
– Implement local exhaust ventilation within 6 inches of the weld pool
Emergency Response:
– Keep Class D fire extinguishers for metal fires
– Establish lockout/tagout procedures for laser service
– Conduct monthly safety system verification tests
Why Laser Welding Will Dominate Future Manufacturing
Understanding how does a laser welder work reveals why this technology continues displacing traditional methods across industries. The precision, speed, and quality advantages translate directly to manufacturing economics: 25-40% faster production cycles, 15-30% material savings through optimized designs, and near-zero rework rates in well-controlled processes. As fiber laser costs decline and remote welding systems become more sophisticated, expect laser welding adoption to accelerate—particularly for electric vehicle battery manufacturing where micron-level precision is mandatory.
Whether you’re welding medical implants or automotive frames, mastering laser welding parameters transforms joinability limits. Start with proper focal positioning and power density calculations, then fine-tune using real-time monitoring. The initial learning curve pays exponential dividends through superior product quality and manufacturing efficiency that conventional methods simply cannot match.
Leave a Reply