Ever wondered how car manufacturers join thousands of metal sheets together with such speed and precision? The answer lies in spot welding—a process that fuses metal sheets at specific points using electrical resistance. Understanding how does a spot welder work reveals why this technology dominates automotive assembly lines and battery manufacturing facilities worldwide. At its core, spot welding uses controlled electrical current to generate intense heat exactly where needed, creating strong bonds without filler material in milliseconds. This guide will demystify the entire process, showing you exactly what happens inside a spot welder during those critical fractions of a second when metal fuses together.
The magic of spot welding lies in its elegant simplicity. By pressing two metal sheets between copper electrodes and sending a powerful electrical pulse through them, you create a weld nugget at the precise contact point. Unlike traditional welding methods that melt entire sections, spot welding concentrates energy in a tiny area, minimizing heat damage to surrounding material. Whether you’re building battery packs, repairing automotive panels, or creating sheet metal enclosures, knowing how does a spot welder work gives you access to a fast, economical, and professional-quality joining method that’s been perfected over more than a century of industrial use.
Spot Welding’s Core Heat Generation Principle
How does a spot welder work by creating such intense heat? The answer lies in Joule’s Law—the fundamental relationship between electrical resistance and heat generation. When you force electrical current through metal sheets held under pressure, the material’s natural resistance converts electrical energy into thermal energy. Spot welders exploit this principle by concentrating massive current (often 10,000+ amps) into a tiny contact area for an extremely brief period (typically 10-100 milliseconds).
The precise heat calculation follows this formula: Heat = I² × R × T, where I is current, R is resistance, and T is time. This means current has the most significant impact—doubling the current quadruples the heat generated. Modern spot welders carefully balance these three factors to achieve the perfect weld nugget without burning through the material. Too little current creates weak welds that fail under stress, while excessive current causes metal expulsion or burn-through that compromises structural integrity.
Why Milliseconds Matter in Spot Welding
The incredibly short duration of spot welding isn’t arbitrary—it’s critical for quality results. During those brief milliseconds, several key events occur in rapid succession:
- Initial contact resistance generates heat at the electrode-metal interface
- Material softening reduces resistance, allowing deeper heat penetration
- Metal reaches melting point at the interface between sheets
- Molten metal forms a weld nugget as the cycle completes
This rapid sequence prevents heat from spreading into surrounding material, which would cause warping or weaken the metal structure. For thin materials (0.5-3mm), weld times typically range from 0.01 to 0.63 seconds. Thicker materials require longer durations but still operate within fractions of a second to maintain control over the heat-affected zone.
The Critical Three-Stage Welding Cycle

Every spot weld follows a precisely controlled sequence that determines final quality. Understanding this cycle reveals exactly how does a spot welder work to create reliable joints every time.
Squeeze Time: Establishing Proper Contact
Before any current flows, electrodes must firmly clamp the metal sheets together with significant pressure (often 200-800 pounds per square inch). This initial “squeeze time” serves multiple critical functions:
- Eliminates air gaps between metal sheets
- Creates uniform electrical contact points
- Prevents metal expulsion during current flow
- Determines final weld diameter
Insufficient pressure during this stage causes inconsistent contact resistance, leading to weak or incomplete welds. Proper squeeze time typically lasts 10-50 milliseconds—just long enough to establish solid contact before current application begins.
Weld Time: The Fusion Moment
This is when electrical magic happens. During weld time, massive current flows through the electrodes and into the workpieces. The resistance at the metal interface converts this current into intense heat—reaching temperatures up to 2,500°F for steel. Key factors during this critical phase:
- Current must precisely match material thickness (thicker metal = higher current)
- Duration must allow complete fusion without overheating
- Electrode force maintains contact as metal softens
Pro Tip: Aluminum requires 2-3 times more current than steel due to its higher thermal conductivity. Always adjust parameters when switching materials.
Hold Time: Solidification Under Pressure
After current stops, electrodes maintain pressure during “hold time” to allow the molten weld nugget to cool and solidify properly. This cooling period under pressure prevents cracks and ensures metallurgical integrity. For most materials, hold time equals or slightly exceeds weld time. Releasing pressure too soon creates weak, porous welds that fail under stress testing.
Spot Welder Components That Make It Work
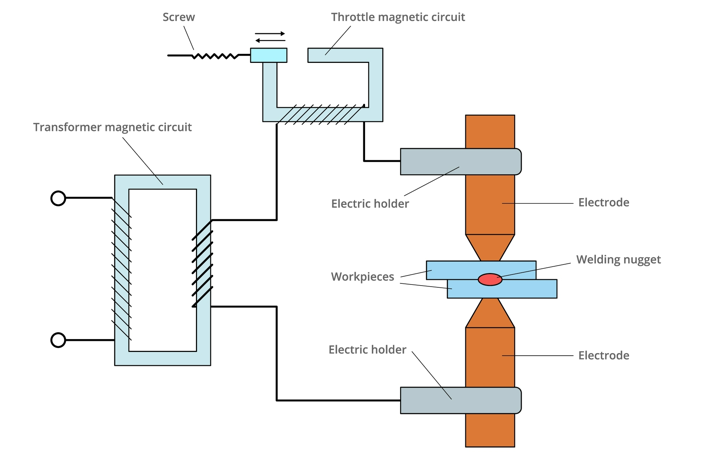
Transformer and Power System
The heart of any spot welder is its transformer, which performs the critical function of stepping down voltage while stepping up current to welding levels. Industrial units typically operate at 5-22 volts but deliver 10,000-100,000 amps to the electrodes. The transformer’s kVA rating (ranging from 5-500 kVA) determines maximum material thickness capability.
Key Insight: Micro spot welders for battery tab welding operate at just 1.5 kVA, while automotive production lines use 150+ kVA systems for thicker chassis components.
Electrode Design and Material Science
Electrodes aren’t just conductors—they’re precision tools engineered for specific applications. Made from copper alloys with low electrical resistance, they must simultaneously:
- Conduct massive current without overheating
- Withstand mechanical pressure (up to 1,000 psi)
- Maintain precise shape despite thermal stress
- Dissipate heat through internal water cooling
Different electrode configurations serve specialized purposes:
– Radius tips for high-heat applications
– Truncated tips for concentrated pressure
– Eccentric designs for corner access
– Offset styles for confined spaces
Why Aluminum Spot Welding Requires Special Attention
How does a spot welder work with aluminum compared to steel? The answer reveals why aluminum presents unique challenges:
- Higher thermal conductivity: Aluminum dissipates heat 3x faster than steel
- Greater electrical conductivity: Requires 2-3x more current for equivalent heating
- Oxide layer interference: Surface aluminum oxide has high resistance, causing erratic heating
Successful aluminum spot welding demands:
– Shorter weld times (to prevent heat dissipation)
– Higher current settings
– Thorough surface cleaning
– Specialized electrode alloys
– Often requires AC current instead of DC
Safety Essentials for Spot Welding Operations
While spot welding avoids the UV radiation hazards of arc welding, it still presents significant risks:
- Molten metal expulsion: Creates burn hazards from ejected sparks
- High-current electrical systems: Risk of shock or arc flash
- Pinch points: Heavy electrode mechanisms can cause crush injuries
- Eye hazards: Splatter requires transparent face protection
Critical Safety Practice: Always use OSHA-approved face shields—not just standard safety glasses—during operation. The transparent shield protects against metal splatter while allowing clear visibility of the weld point.
Real-World Applications That Rely on Spot Welding
Automotive Manufacturing Dominance
Your car contains 3,000-5,000 spot welds holding its body together. Robotic spot welding guns work at incredible speeds—completing a weld every 3-6 seconds on modern assembly lines. The precision and repeatability of spot welding make it irreplaceable for automotive construction, where consistent joint strength directly impacts vehicle safety.
Battery Pack Construction
Lithium-ion battery packs for electric vehicles and electronics rely on spot welding to attach nickel tabs to cell terminals. The process’s speed and minimal heat input prevent damage to sensitive battery chemistry—a critical advantage over soldering methods that could compromise cell integrity.
Pro Tip: When building DIY battery packs, use a dedicated micro spot welder rather than attempting modifications with standard equipment. Properly sized machines prevent cell damage from excessive heat.
Troubleshooting Common Spot Welding Failures
Weak or Incomplete Welds
Symptoms: Low pull strength, easily separated joints
Causes:
– Insufficient current or weld time
– Contaminated metal surfaces
– Electrode misalignment
– Inadequate electrode force
Fix: Increase current by 10-15% increments while monitoring results. Always clean metal surfaces with a wire brush before welding.
Excessive Spatter and Metal Expulsion
Symptoms: Visible sparks, holes in workpiece, rough weld surface
Causes:
– Excessive current
– Too short weld time
– Poor electrode condition
– Incorrect electrode force
Fix: Reduce current slightly while increasing weld time to maintain total energy. Check electrodes for pitting or deformation.
Optimizing Your Spot Welding Process
Achieving perfect spot welds requires balancing four critical variables:
- Current: Primary heat control (most significant factor)
- Time: Duration of current flow
- Force: Electrode pressure on workpieces
- Electrode condition: Tip geometry and surface quality
Expert Note: Keep a weld schedule chart for each material thickness you work with. Document optimal settings for future reference—this saves significant trial-and-error time when switching between projects.
Final Takeaways for Spot Welding Success
Understanding how does a spot welder work transforms it from mysterious industrial process to accessible technique for makers and professionals alike. The key principles—Joule heating, precise timing, proper electrode force, and material-specific adjustments—combine to create strong, reliable joints in milliseconds. Whether you’re working on automotive repairs, battery projects, or custom fabrications, mastering these fundamentals ensures quality results every time.
Remember that surface preparation and electrode maintenance contribute as much to weld quality as the machine settings themselves. Clean metal surfaces and properly shaped electrodes make the difference between consistent, strong welds and frustrating failures. Start with manufacturer-recommended settings for your material thickness, then make small adjustments while testing on scrap pieces before committing to your final work.
For those moving beyond basic spot welding, consider exploring projection welding for joining thicker materials or working with dissimilar metals. This related process uses raised features on the workpiece to concentrate heat, expanding your capabilities while using similar equipment principles.
Leave a Reply