Have you ever watched a welder transform two separate metal pieces into a single, seamless joint and wondered exactly how that handheld torch creates such intense heat? Understanding how does a welding torch work reveals the fascinating science behind metal joining that has remained fundamentally unchanged for over a century. Unlike electrical welding methods, oxy-fuel torches generate heat through controlled chemical reactions between gases, producing flames hot enough to melt steel at temperatures exceeding 3,500 degrees Celsius. This remarkable tool remains indispensable in metalworking shops worldwide despite newer technologies, thanks to its portability, versatility, and precise heat control.
When you hold a welding torch, you’re controlling a sophisticated combustion system that combines fuel gas with pure oxygen in exact proportions to create a focused flame capable of melting metal with surgical precision. The magic happens through carefully engineered components working in harmony—from pressure regulators that safely deliver gases to the mixing chamber where combustion chemistry transforms simple elements into extreme heat. Whether you’re a hobbyist learning metal fabrication or a professional welder refreshing your knowledge, understanding the inner workings of this essential tool will improve your technique and safety.
The Science Behind Oxy-Fuel Combustion in Welding Torches
How Gas Mixing Creates Extreme Temperatures
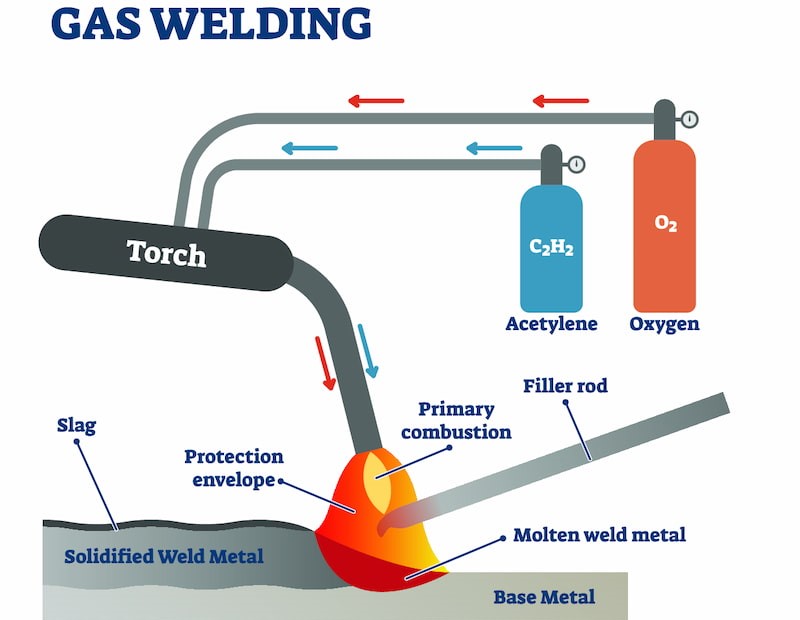
At the heart of every welding torch lies a precise gas mixing mechanism that transforms ordinary fuel and oxygen into extraordinary heat. When you open the torch valves, fuel gas and oxygen flow into the mixing chamber where they combine before reaching the nozzle tip. This critical design element ensures proper gas ratios for complete combustion, which directly determines your flame’s temperature and character. The chemical reaction between oxygen and fuel releases tremendous energy as the molecules rearrange into lower-energy states—water and carbon dioxide for hydrocarbon fuels, or just water for hydrogen.
Key insight: The hottest part of your flame isn’t where combustion begins, but where it completes. In an acetylene-oxygen flame, the tip of the inner blue cone reaches approximately 3,320°C—hotter than any other part of the flame. This is where hydrogen and carbon monoxide (created from acetylene breakdown in the inner cone) fully combust with atmospheric oxygen. Skilled welders position their work precisely at this hottest point for maximum efficiency. If your flame appears yellow or smoky, this indicates incomplete combustion and significantly reduced temperatures—adjust your oxygen valve until you achieve that crisp blue cone.
Why Specific Gas Ratios Matter for Different Metals
The exact proportion of oxygen to fuel gas dramatically affects your welding results, creating three distinct flame types with specific applications. A neutral flame (equal gas proportions) serves as your starting point for most welding, producing no chemical effect on the molten metal. However, certain metals require specialized flame characteristics: aluminum often needs a slightly carburizing flame to prevent oxide formation, while brass welding benefits from an oxidizing flame that controls zinc vaporization.
Pro tip: When welding steel, watch for the acetylene feather—a white extension from the inner cone. A 1X feather (equal to inner cone length) creates a carburizing flame ideal for hardfacing applications, while a pinched, purplish inner cone indicates an oxidizing flame. For most general welding, maintain a neutral flame with a clearly defined inner cone and no feather. Adjust by slowly opening the oxygen valve until these characteristics appear, then fine-tune based on how the molten puddle behaves on your specific metal.
Critical Components That Make a Welding Torch Function Properly
Pressure Regulators: The Unsung Heroes of Torch Safety
Your welding torch relies completely on properly functioning regulators to deliver consistent gas pressure, regardless of cylinder contents. When you turn on your acetylene cylinder, pressure might read 1,700 kPa, but your torch needs only 70-100 kPa for safe operation. Regulators accomplish this two-stage pressure reduction: the first stage maintains a constant intermediate pressure as the cylinder empties, while the second stage provides precise low-pressure output you control with the adjustment knob.
Critical safety note: Never rely on regulator knob position—always check the hose gauge for accurate pressure readings. Single-stage regulators require frequent adjustment as cylinders empty, while two-stage models maintain consistent pressure throughout use. If your flame becomes erratic or sputters during welding, check regulator function first before blaming other components. A properly functioning regulator should maintain pressure within 10% of your set point from full cylinder to nearly empty.
Gas Hoses and Safety Devices: Preventing Catastrophic Failures
The color-coded hoses connecting your regulators to the torch serve more than just organizational purposes—they incorporate critical safety features that prevent deadly accidents. Oxygen hoses (green in the US, blue in UK) and fuel hoses (red) use different thread patterns: oxygen fittings have right-handed threads, while fuel fittings use left-handed threads with a groove. This physical design prevents dangerous misconnections that could create explosive gas mixtures.
Must-know safety practice: Always install flashback arrestors between regulators and hoses—they’re your last line of defense against flames traveling back to gas cylinders. Unlike simple check valves, flashback arrestors stop detonation waves before they reach your oxygen tank, which could otherwise become a lethal projectile. European systems typically place arrestors at the regulator with check valves at the torch, while American practice installs both at the regulator. If you hear a hissing sound from your arrestor during operation, shut down immediately—this indicates it’s doing its job by stopping a flashback.
Positive Pressure vs. Injector Torch Designs: Which Works Better
Equal-Pressure Torches for Maximum Control
When you need precise flame adjustments for delicate work, positive pressure (equal-pressure) torches deliver immediate response to valve changes. In this common design, both fuel and oxygen enter the mixing chamber at similar pressures, allowing you to fine-tune the flame with subtle needle valve adjustments. This responsiveness makes equal-pressure torches ideal for acetylene welding on thin materials where heat control is critical, as changes take effect almost instantly at the tip.
Practical application: When welding 1/8-inch steel, use a #1 or #2 tip with equal-pressure settings that produce a neutral flame about 1-1.5 inches long. Maintain a 30-45 degree torch angle to the workpiece, moving steadily while dipping your filler rod into the molten puddle. If the puddle becomes too large or starts dripping, increase travel speed rather than reducing gas flow—the consistent pressure from your regulators ensures stable flame characteristics as you work.
Injector Torches for Superior Fuel Mixing
For fuels like propane that don’t mix as readily with oxygen, injector torches solve the problem through clever physics. These designs use high-pressure oxygen flowing through a small nozzle to create a Venturi effect that literally sucks fuel gas into the stream. This principle allows injector torches to operate with fuel at very low pressure—sometimes even below atmospheric pressure—making them ideal for propane cutting applications where consistent flame quality matters.
Troubleshooting tip: If your injector torch produces a lazy, yellow flame with propane, check for partial blockages in the oxygen injector nozzle. Remove the tip and inspect the tiny central orifice (often .015-.030 inches in diameter) using proper cleaning wires—never use drills or metal objects that could enlarge the hole. Properly functioning injector torches produce a distinctive “roaring” sound when operating at correct pressures, unlike the quieter hiss of equal-pressure designs.
Acetylene, Propane, or Hydrogen: Fuel Gas Impact on Torch Performance

Acetylene: The High-Performance Standard
When you need maximum heat concentration for precision welding, acetylene remains unmatched despite its higher cost. Its unique molecular structure produces the hottest oxy-fuel flame (3,200-3,500°C) with intense heat in the inner cone—perfect for creating small, controlled weld puddles. However, acetylene’s instability above 15 psi requires special handling: cylinders contain porous material saturated with acetone to safely store the gas.
Critical safety reminder: Never use acetylene above 15 psi working pressure—this could cause explosive decomposition. When setting up, open the acetylene cylinder valve no more than 1/4 to 1/2 turn so you can quickly shut it in an emergency. For most welding, set acetylene pressure between 5-10 psi and oxygen between 10-20 psi depending on tip size. If you detect a garlic-like odor near your setup, shut down immediately—this indicates acetone leakage from an overdrawn cylinder.
Propane: The Cost-Effective Alternative for Cutting
For production cutting applications where cost matters more than absolute precision, propane offers significant savings with acceptable performance. While its neutral flame temperature (2,822°C) falls short of acetylene, propane’s high energy content in the outer flame cone enables faster cutting speeds on thick steel when used with injector torches. The fuel’s stability allows higher storage pressures and eliminates special cylinder requirements.
Practical advantage: Propane cuts through rust, paint, and mill scale better than acetylene because its longer, broader flame preheats a wider area. When cutting 1-inch steel plate, use a #5 tip with 15 psi oxygen and 10 psi propane for clean, fast cuts. Maintain a 1/8-inch standoff distance between the preheat flames and workpiece, then trigger the cutting oxygen once the metal glows bright orange. You’ll notice propane produces more slag than acetylene, but proper technique minimizes cleanup time.
Mastering Torch Manipulation for Perfect Weld Puddles Every Time
Controlling the Molten Weld Pool Through Technique
The difference between a strong, clean weld and a failed joint often comes down to how you manipulate the torch to control the molten puddle. As you apply heat, the base metal melts to form a weld pool that naturally flows toward the hottest area—usually the direction you’re moving. Maintain a consistent 30-45 degree travel angle while oscillating the torch slightly side-to-side to ensure proper fusion at the joint edges.
Common mistake to avoid: Pushing the torch too fast creates a narrow, convex bead with poor penetration, while moving too slowly produces excessive melt-through on thin materials. Find your ideal speed by watching the puddle—if it stays 1.5 times wider than your filler rod diameter, you’re in the sweet spot. On flat positions, travel at 6-8 inches per minute for 1/8-inch steel; reduce speed by 20-30% for vertical or overhead welding where gravity works against you.
Filler Rod Technique for Strong, Clean Welds
Your filler rod handling makes or breaks weld quality—dip it into the leading edge of the molten puddle, then withdraw into the outer flame envelope to preheat before the next dip. Never let the rod leave the protective flame zone, as this exposes it to atmospheric oxygen that creates oxides in your weld. For most steel welding, use a rod diameter matching your base metal thickness (1/16-inch rod for 1/8-inch steel).
Pro tip: When welding aluminum with oxy-fuel, use a “whipping” motion—push the torch forward to create the puddle, then quickly pull back while adding filler. This prevents the highly conductive metal from drawing heat away from the joint too quickly. Always keep the filler rod in constant motion within the flame; stationary rods develop oxide coatings that contaminate your weld.
Essential Safety Practices Every Welder Must Follow with Torches
Proper Cylinder Handling to Prevent Catastrophes
Oxygen cylinders represent one of the most significant hazards in your shop—when full, they contain gas compressed to 2,100 psi, capable of turning a fallen cylinder into a deadly missile. Always secure cylinders upright with chains or straps, never lay them horizontally during use. Before opening any valve, check for damage and ensure the area is clear of oil, grease, or flammable materials—oxygen enrichment makes normally non-flammable substances ignite explosively.
Critical procedure: When lighting your torch, always open the fuel valve first, ignite the gas, then gradually add oxygen to achieve your desired flame. This prevents dangerous oxygen-fuel mixtures from accumulating in the torch head. When shutting down, close the fuel valve first, followed by oxygen—this sequence prevents backfires and ensures safe extinguishing.
Personal Protective Equipment That Saves Lives
Many welders underestimate the dangers of oxy-fuel welding, but the right PPE prevents serious injuries. Standard welding goggles with #5 shade lenses protect against UV radiation while allowing clear visibility of the yellow-orange welding flare. Leather gloves and flame-resistant clothing prevent burns from sparks and hot metal, while safety glasses underneath your goggles shield against flying debris during grinding.
Often overlooked: Proper ventilation protects against carbon monoxide buildup, especially when welding in confined spaces. Acetylene combustion produces significant CO if oxygen supply is inadequate. If you experience headaches or dizziness while welding, stop immediately and check your ventilation—these are early signs of carbon monoxide poisoning that can become fatal within minutes.
Understanding how does a welding torch work transforms you from someone who merely operates the tool to a skilled craftsman who commands the process. By mastering the gas dynamics, flame characteristics, and safety protocols, you’ll produce stronger welds with greater efficiency while minimizing risks. Whether you’re working with delicate jewelry or heavy structural steel, this knowledge forms the foundation of professional metalworking that no modern technology has fully replaced. As you practice these techniques, remember that the welding torch remains one of humanity’s most elegant applications of combustion science—a tool that continues to shape our world, one molten puddle at a time.
Leave a Reply