Ever wonder how your smartphone’s internal components stay perfectly sealed or how medical devices maintain sterile integrity without visible seams? The answer often lies in ultrasonic welding—a precision joining technology that creates strong bonds without melting materials. Understanding how does an ultrasonic welder work reveals why this method has become indispensable across industries from automotive to medical manufacturing. Unlike conventional welding that relies on external heat sources, ultrasonic welding converts high-frequency vibrations directly into molecular friction at the joint interface, creating clean, reliable bonds while keeping surrounding materials cool. This revolutionary approach enables manufacturers to join dissimilar materials, preserve delicate components, and achieve production speeds impossible with traditional methods—all while maintaining structural integrity that meets stringent quality standards.
The Core Welding Mechanism Explained
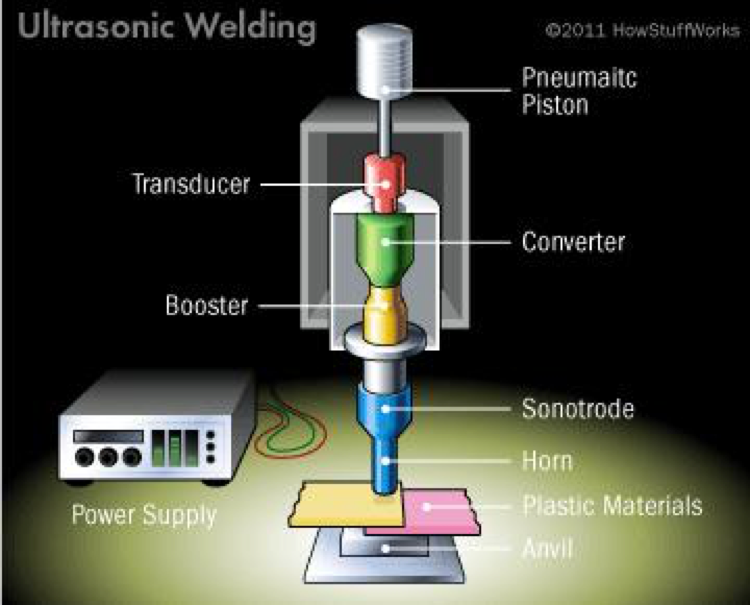
Ultrasonic welding transforms electrical energy into mechanical vibrations that generate heat exactly where needed—right at the joint interface between materials. When you activate the system, high-frequency electrical signals (typically 20-70 kilohertz) enter the transducer where piezoelectric crystals rapidly expand and contract in response. These microscopic movements create mechanical vibrations that travel through the booster assembly and emerge at the sonotrode as precisely controlled oscillatory motion.
How Vibrations Create Strong Bonds
As the horn contacts your workpieces positioned between it and the anvil, the microscopic vibrations create intense molecular friction at the interface. For plastic welding, this friction concentrates at specially designed energy directors—small geometric features that focus heat exactly where the bond should form. When you maintain proper pressure during vibration, the localized melting creates a homogeneous bond stronger than the surrounding material once cooled. The magic lies in how does an ultrasonic welder work without overheating the entire part—heat stays confined to the joint line while bulk materials remain near room temperature.
Solid-State Bonding for Metals
Metal ultrasonic welding operates differently but with equally impressive results. Instead of melting the base materials, the vibrations break up surface oxide layers and force clean metal surfaces into intimate atomic contact. This solid-state bonding creates joints without the brittle intermetallic phases that weaken conventional welds between dissimilar metals. When you weld aluminum to stainless steel using this method, the resulting bond maintains the structural properties of both materials without the thermal distortion that plagues traditional welding techniques.
Key System Components That Make It Work
Every ultrasonic welding system relies on precision-engineered components working in perfect harmony. Knowing how these parts interact helps you diagnose issues and optimize your welding process for maximum efficiency.
Converter: The Energy Transformation Hub
The converter (or transducer) serves as your system’s heart, transforming electrical signals into mechanical motion through the piezoelectric effect. Inside this component, ceramic elements sandwiched between metal electrodes expand and contract with each electrical cycle. High-quality converters achieve over 90% efficiency, meaning nearly all electrical power reaches your weld zone. When you select equipment, converter quality directly impacts your ability to maintain consistent results during high-volume production runs.
Booster: The Amplitude Tuner
Positioned between converter and horn, the booster modifies vibration amplitude based on mechanical impedance principles. The cross-sectional area ratio between its ends determines whether amplitude increases or decreases—critical for matching energy delivery to your specific application. When you’re welding delicate electronic components, a reduced-amplitude booster prevents damage, while thick plastic parts may require amplified energy. Proper booster selection ensures you don’t under-weld or overheat your materials.
Horn: The Precision Energy Delivery Tool
The horn (sonotrode) represents the business end of your system, directly contacting parts and transmitting vibrational energy. Crafted from titanium, aluminum, or steel, horns must deliver uniform amplitude across the entire joint while conforming to part geometry. When you design a new application, horn wear becomes a critical consideration—visible pitting or erosion indicates it’s time for replacement before weld quality deteriorates. Custom horn designs accommodate complex part contours, ensuring energy reaches even the most challenging joint locations.
Metal vs Plastic Welding Differences You Must Know
The fundamental question of how does an ultrasonic welder work reveals dramatically different mechanisms for plastics versus metals—understanding these distinctions prevents costly mistakes in your applications.
Plastic Welding Energy Directors
For thermoplastics, energy directors concentrate heat at precise joint locations. Amorphous plastics like ABS soften gradually over temperature ranges and conduct ultrasonic energy well, requiring shorter welding times. When you work with semi-crystalline materials like polypropylene or nylon, their distinct melting points demand higher energy input and modified energy director designs. The triangular energy director on one part must melt completely to flow across the joint interface—insufficient energy leaves weak spots while excess causes flash and material degradation.
Metal Welding’s Solid-State Advantage
Metal ultrasonic welding never melts the base materials, preserving their original properties throughout the structure. When you join aluminum components, the vibrations break oxide layers and create atomic diffusion bonds at room temperature. This explains why aerospace manufacturers prefer ultrasonic welding for aluminum assemblies—no thermal distortion means critical tolerances remain intact. The process works best with thin, malleable metals (under 3mm thickness), making it ideal for battery tabs, electrical connections, and delicate sensor components where heat would cause damage.
Critical Process Parameters for Reliable Welds

Achieving consistent ultrasonic welds requires balancing three interdependent parameters. Mastering these variables transforms your results from hit-or-miss to production-ready reliability.
Amplitude: The Energy Intensity Control
Amplitude (measured in micrometers) determines how intensely energy transfers to your joint. When you increase amplitude, molecular friction intensifies, generating heat more rapidly. However, excessive amplitude can cause material degradation or part damage—particularly with brittle plastics or thin films. For most applications, amplitude settings between 20-100 micrometers provide optimal results. Always start with manufacturer recommendations for your material type, then fine-tune based on weld appearance and strength testing.
Time: The Heat Duration Factor
Welding time controls how long energy applies to your joint. Insufficient time produces weak, inconsistent bonds while excessive time causes material breakdown and excessive flash. When you’re welding semi-crystalline plastics like nylon, expect longer times (0.5-2 seconds) compared to amorphous materials like polycarbonate (0.2-0.8 seconds). The optimal time depends on your material thickness, joint design, and amplitude setting—systematically testing combinations reveals the sweet spot for your specific application.
Pressure: The Bonding Force Regulator
Welding pressure ensures proper contact between mating surfaces and helps expel molten material from the joint zone. Insufficient pressure creates weak welds with poor molecular entanglement while excessive pressure squeezes too much material out of the joint. When you’re welding plastics, pressures typically range from 10-100 psi depending on part size and geometry. Always verify pressure settings with a calibrated gauge—pneumatic systems can drift over time, compromising weld consistency.
Industrial Applications Where It Shines

Ultrasonic welding solves unique manufacturing challenges across multiple industries. Recognizing these applications helps you identify opportunities in your own operations.
Medical Device Manufacturing
Hospitals rely on ultrasonically welded components that maintain sterility without introducing contaminants. When you produce catheters, blood reservoirs, or surgical instruments, the process creates hermetic seals that prevent microbial migration through stitch holes. The absence of adhesives or solvents meets stringent biocompatibility requirements—critical for devices contacting bodily fluids. Medical textile applications like surgical gowns benefit from continuous, sealed seams that eliminate potential contamination pathways present in traditional stitched seams.
Automotive Electrical Systems
Your car likely contains dozens of ultrasonically welded connections you never see. When manufacturers assemble wire harnesses, ultrasonic welding creates reliable electrical bonds without damaging nearby components with heat. Battery module assembly for electric vehicles depends heavily on this technology to join multiple layers of copper and aluminum foil in single operations. The process’s speed (often under 0.5 seconds per weld) enables high-volume production while maintaining the precise electrical connections required for modern vehicle electronics.
Safety Guidelines You Can’t Ignore
Operating ultrasonic welding equipment safely requires understanding specific hazards that differ from conventional welding methods.
Hearing Protection Imperatives
While ultrasonic frequencies themselves are inaudible, powerful welders generate significant audible noise—particularly at 15-20 kHz frequencies that produce high-pitched squeals within human hearing range. When you operate equipment without hearing protection, prolonged exposure causes permanent damage. Always wear NRR 25+ rating ear protection, and consider acoustic enclosures for high-volume production cells. Regular hearing tests for operators should be part of your safety program.
Hand Placement Danger Zones
Never place hands near the horn during operation—the combination of high force, vibration, and potential heat creates severe injury risks. When you’re loading parts, use fixtures that keep fingers clear of the weld zone. Safety interlocks should prevent operation if guards are open, but never rely solely on equipment safeguards. Develop muscle memory to always position parts before activating the weld cycle, then immediately withdraw hands during operation.
Why Understanding How Does an Ultrasonic Welder Work Matters
Mastering ultrasonic welding principles transforms you from an operator into a process expert capable of solving complex manufacturing challenges. When you understand how vibrational energy converts to molecular friction at precise locations, you can troubleshoot issues before they cause production delays. The technology’s ability to join dissimilar materials opens design possibilities impossible with thermal methods—aluminum to carbon-fiber composites, medical polymers to metal sensors, or multi-layer battery components.
As manufacturing demands increase for lighter, stronger, and more complex products, knowing how does an ultrasonic welder work positions you to leverage this technology for competitive advantage. Whether you’re assembling medical devices requiring absolute sterility or automotive components needing extreme reliability, ultrasonic welding delivers clean, strong bonds without thermal compromise. The next time you encounter a seamless plastic assembly or a perfectly joined metal component, you’ll recognize the invisible hand of ultrasonic technology—and understand exactly how it got there.
Leave a Reply