When you’re in the middle of a critical weld and suddenly notice your arc deflecting uncontrollably, sending molten metal in the wrong direction, you’re experiencing arc blow—a frustrating phenomenon that can ruin an otherwise perfect weld. This magnetic or thermal disturbance forces the welding arc away from your intended path, compromising both the appearance and structural integrity of your work. For professional welders working on pipelines, structural steel, or pressure vessels, understanding how does arc blow affect welding isn’t just theoretical knowledge—it’s essential for preventing costly rework and ensuring weld integrity. The consequences range from subtle bead irregularities to complete loss of fusion that could lead to catastrophic failure in service.
Arc blow doesn’t just create cosmetic issues; it fundamentally undermines the metallurgical bond that makes welding so valuable in construction and manufacturing. When the arc deflects, it disrupts the carefully controlled heat distribution needed for proper fusion between base metals and filler material. This can create hidden defects like lack of fusion or incomplete penetration that pass visual inspection but fail under stress testing. In critical applications where weld integrity is non-negotiable, these defects become serious safety concerns. This guide explains exactly how does arc blow affect welding quality, how to recognize both magnetic and thermal forms of the problem, and most importantly—what you can do to prevent and correct it before it compromises your work.
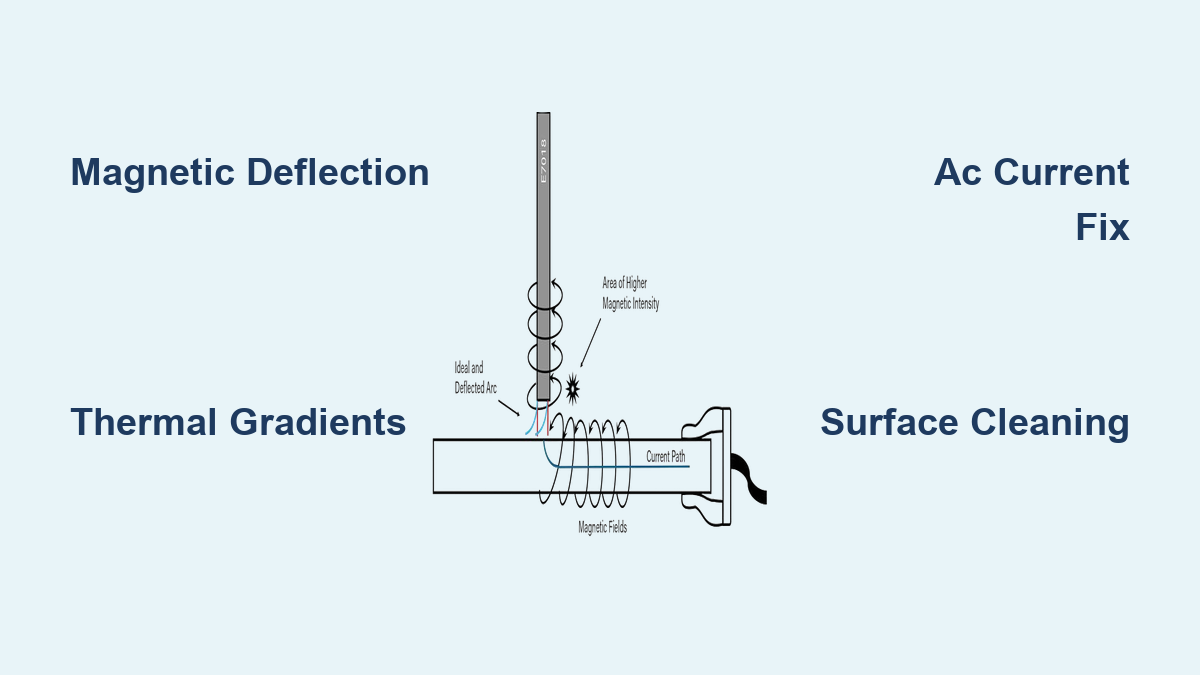
Why Magnetic Forces Deflect Your Welding Arc
Magnetic arc blow occurs when electromagnetic forces interact with residual magnetism in your workpiece, creating unbalanced magnetic fields that push your welding arc off course. As direct current flows through your workpiece toward the ground connection, it generates a magnetic field surrounding the current path. When this field becomes uneven due to variations in workpiece geometry, previous welds, or residual magnetism from manufacturing processes, the resulting magnetic forces deflect your arc away from the intended weld path.
How Residual Magnetism Triggers Severe Arc Deflection
Residual magnetism in your base metal is the primary culprit behind magnetic arc blow. Workpieces can become magnetized during manufacturing, handling with electromagnetic cranes, or even from prolonged storage in specific orientations relative to Earth’s magnetic field. When you begin welding, the welding current interacts with this existing magnetism, creating forces that push the arc in unexpected directions. If you notice your arc consistently deflecting in one direction regardless of torch angle, you’re likely dealing with magnetic arc blow rather than thermal issues.
Recognizing Forward vs. Backward Magnetic Arc Blow Patterns

The direction of arc deflection reveals critical information about your specific arc blow problem. Forward-moving arc blow pushes molten material ahead of your weld pool, creating overlaps and excessive reinforcement at the leading edge of your weld bead. You’ll notice an uneven, piled-up appearance on the front side of your weld with potential lack of fusion at the root. Backward-moving arc blow pulls material away from the leading edge, producing undercut and lack of fusion at the weld toe where the weld metal meets the base metal. When you see consistent undercut along one side of your weld joint, check for residual magnetism in that direction.
Thermal Variations That Disrupt Your Weld Path
Thermal arc blow operates through an entirely different mechanism than magnetic arc blow, originating from uneven heating and cooling patterns that create resistance variations across your workpiece. As your welding torch moves along the joint, it creates a dynamic thermal environment where previously heated areas have different electrical conductivity than cooler regions ahead of and behind your weld pool. These resistance differences cause the welding current to follow unpredictable paths, subtly but persistently biasing your arc position.
How Surface Contaminants Create Thermal Arc Blow
Improper surface preparation is the leading cause of thermal arc blow in most welding operations. Oil, grease, rust, paint, or mill scale create localized spots with different electrical properties than the surrounding clean metal, establishing resistance variations that deflect your arc. Before starting any critical weld, thoroughly clean at least 1 inch on both sides of your joint—this simple step prevents 80% of thermal arc blow issues. When contaminants remain, you’ll notice your arc wandering unpredictably as it encounters these inconsistent resistance zones.
Travel Speed Mistakes That Exacerbate Thermal Deflection
Your welding travel speed directly influences thermal arc blow severity through its impact on temperature gradients across the weld zone. Moving too slowly allows excessive heat accumulation in a concentrated area, creating dramatic resistance differences between the intensely heated zone and surrounding cooler metal. Moving too quickly prevents establishment of a stable thermal environment, causing erratic current paths as your arc struggles to maintain consistent contact. The optimal travel speed creates a stable, teardrop-shaped weld pool that consistently leads your torch by about 1/8 inch—any larger and you’re moving too slow, any smaller and you’re moving too fast.
Spotting Arc Blow Defects Before They Ruin Your Weld

Recognizing arc blow defects as they develop gives you the opportunity to correct the problem before significant portions of your weld are compromised. The visual characteristics differ between magnetic and thermal arc blow, requiring different diagnostic approaches.
Magnetic Arc Blow Visual Indicators to Watch For
Magnetic arc blow produces dramatic and immediately visible defects that are difficult to miss once you know what to look for. If your arc cone visibly bends away from its normal position, molten filler material deposits several millimeters from the intended path, or spatter increases dramatically, magnetic arc blow is likely the culprit. The resulting weld bead shows irregular contours with portions shifted laterally or longitudinally relative to the joint centerline. In severe cases (above 40 gauss), you may experience complete loss of arc control with the arc extinguishing repeatedly or jumping to unintended locations.
Thermal Arc Blow Subtle Warning Signs
Thermal arc blow creates more subtle visual indicators that accumulate gradually along your weld length, making them easier to miss until significant portions of the joint are affected. Watch for wave-like patterns in your bead contour, gradual widening and narrowing of the weld bead, or inconsistent fusion along portions of the joint. While each individual irregularity might seem minor, their cumulative effect along a long weld can significantly compromise mechanical properties. These defects often appear worse on the trailing edge of the weld where thermal gradients are most pronounced.
Measuring and Quantifying Arc Blow Risk Before Welding
Quantifying arc blow susceptibility before you strike an arc provides valuable predictive capability that helps you plan appropriate mitigation strategies. The measurement approach differs for magnetic versus thermal arc blow.
Using a Gaussmeter to Prevent Magnetic Arc Blow Problems

For magnetic arc blow, measuring residual magnetism with a handheld gaussmeter gives you objective data about potential problems. Workpieces with residual magnetic field densities below 10 gauss present minimal risk, while those between 10-40 gauss warrant caution for critical welds. Take readings at multiple points along your planned weld path—especially near previously welded joints or areas handled with electromagnetic equipment—as residual magnetism can vary significantly across a single workpiece. When measurements exceed 40 gauss, implement mitigation measures before welding begins to avoid severe arc deflection.
Assessing Thermal Conditions That Promote Arc Deflection
Evaluating thermal arc blow risk requires different assessment techniques focused on workpiece preparation and environmental conditions. Inspect your joint thoroughly for contaminants, paying special attention to areas where moisture might have condensed overnight or where fingerprints have left oils. Check for variations in plate thickness or joint geometry that might create inconsistent thermal behavior. Before starting your weld, run a test bead on scrap material of similar configuration—if you notice inconsistent arc behavior or bead appearance, address thermal conditions before proceeding with your actual workpiece.
Practical Magnetic Arc Blow Fixes That Work Immediately
When magnetic arc blow threatens your weld quality, several proven techniques can reduce or eliminate the problem by addressing the underlying magnetic mechanisms. The right solution depends on your specific welding situation and available equipment.
Switching to AC Current for Instant Arc Stabilization
Changing from direct current to alternating current often provides immediate relief from magnetic arc blow. For critical welds where magnetic arc blow is confirmed, switching to AC can reduce deflection by 70-90% in most applications. The alternating polarity continuously reverses the welding current direction, which in turn reverses the associated magnetic field direction. This continuous reversal prevents the buildup of unbalanced magnetic forces in any single direction. While AC welding may require slight technique adjustments due to differences in penetration characteristics, the improved arc stability makes it worth the minor learning curve for problematic joints.
Repositioning Ground Clamps to Redirect Magnetic Fields
Strategically relocating your ground clamp offers another effective solution by altering the current path through your workpiece. Experiment with ground clamp positions on scrap material before welding your actual joint—moving the clamp just 6-12 inches can dramatically reduce arc deflection in many cases. The optimal position varies based on workpiece geometry and existing magnetism, so test multiple locations to find the configuration that produces the most stable arc. For large fabrications, consider using multiple ground points to create a more balanced current distribution.
Thermal Arc Blow Prevention Techniques That Deliver Results
Addressing thermal arc blow requires correcting the conditions that create resistance variations and temperature gradients. Unlike magnetic arc blow, thermal issues respond best to proper preparation and technique rather than equipment changes.
Surface Preparation Protocol That Eliminates 90% of Thermal Issues
Implementing a rigorous surface preparation process prevents most thermal arc blow problems before they start. For critical welds, dedicate 5-10 minutes per foot of joint to thorough cleaning—grind, wire brush, or chemically clean until the base metal shines uniformly on both sides of the joint. Pay special attention to areas near previous weld passes or where contaminants might have accumulated in joint crevices. This preparation time investment pays dividends in arc stability and weld quality, reducing thermal arc blow occurrences by eliminating the resistance variations that cause it.
Optimal Travel Speed Guidelines for Different Materials
Mastering appropriate travel speed for your specific material and thickness prevents the extreme temperature gradients that promote thermal arc blow. As a general rule, maintain a travel speed that creates a stable, consistently shaped weld pool with the leading edge positioned about 1/8 inch ahead of your electrode—this typically translates to 3-8 inches per minute for most manual welding applications. Thicker materials generally require slower speeds to ensure proper penetration, while thinner materials need faster travel to prevent burn-through. Practice on scrap material to develop the muscle memory for consistent speed before welding critical joints.
Current Type Selection That Maximizes Arc Stability
Choosing between direct and alternating current significantly impacts your susceptibility to arc blow and should be considered during procedure development for applications where arc blow risk exists.
DC Welding Limitations in Magnetized Environments
While direct current provides excellent penetration and stable metal transfer in many applications, it creates steady, unidirectional magnetic fields that make it more susceptible to magnetic arc blow. When working with materials known to have residual magnetism (like carbon steel pipe or previously welded structures), DC welding may produce arc deflection issues that AC welding would avoid. The polarity selection within DC welding (electrode positive vs. negative) affects heat distribution but doesn’t fundamentally change magnetic arc blow susceptibility.
AC Welding Advantages for Problematic Joints
Alternating current offers inherent protection against magnetic arc blow through its continuously reversing polarity, making it the preferred choice when arc blow is expected. For critical welds on magnetized materials, switching to AC can reduce rework rates by 40-60% compared to DC welding. While AC welding may require slight technique adjustments and produces slightly different bead profiles, the improved arc stability often makes it the better choice for challenging joints where magnetic arc blow is a concern.
Critical Takeaways for Consistent, High-Quality Welds
Arc blow represents a predictable and manageable challenge that professional welders encounter regularly across numerous fabrication applications. Understanding how does arc blow affect welding quality enables you to anticipate problems and implement effective solutions before they compromise your work.
Always measure residual magnetism before welding critical joints—this 30-second check prevents hours of rework. For magnetic arc blow issues, switch to AC current or reposition your ground clamp; for thermal problems, focus on thorough surface preparation and consistent travel speed. By integrating these practices into your standard welding procedures, you ensure consistent, high-quality weld deposits that meet the demanding specifications of critical fabrication work. When arc blow does occur, recognizing its specific manifestations allows you to apply targeted corrections rather than wasting time with ineffective solutions. Remember: the best welders don’t just fix problems—they prevent them before the arc is even struck.
Leave a Reply