If you’ve ever wondered how does laser welding work, you’re not alone. This advanced manufacturing process uses a concentrated beam of light to melt and fuse materials together with remarkable precision—creating stronger joints while minimizing heat damage to surrounding areas. Unlike traditional welding methods that rely on electrical arcs or open flames, laser welding delivers energy exactly where needed through a focused photon beam, enabling manufacturers to join materials that would be impossible with conventional techniques. Understanding the mechanics behind this technology reveals why it’s become essential for everything from smartphone assembly to automotive production lines.
The secret to laser welding’s effectiveness lies in its ability to concentrate immense energy into an incredibly small area—often just fractions of a millimeter across. This extreme energy density rapidly heats materials to their melting point, creating deep penetration welds while keeping the surrounding heat-affected zone minimal. As industries demand thinner materials, more complex geometries, and dissimilar metal combinations, knowing how does laser welding work has become critical knowledge for engineers and manufacturers seeking competitive advantages through superior quality and efficiency.
Laser Beam Generation: How Focused Light Creates Welding Energy
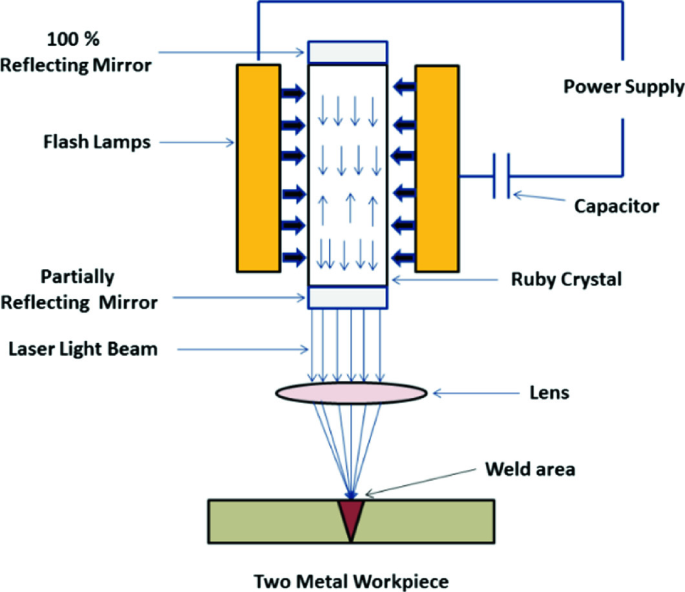
The heart of any laser welding system is the laser source that generates the coherent light beam essential for the process. When you activate the system, the laser medium—whether fiber optic, CO2 gas, or crystal-based—amplifies light through stimulated emission of radiation, creating the concentrated beam that gives laser welding its name. This beam travels through delivery optics that focus it to an extremely small spot size, typically measuring between 0.1 to 0.6 millimeters in diameter, depending on the application requirements.
The power density achieved at this focal point reaches astonishing levels—often exceeding 1 million watts per square centimeter. At these intensities, the photon energy converts to thermal energy almost instantly upon contact with the workpiece surface, rapidly heating the material beyond its melting point. The concentrated energy creates what welders call the “keyhole effect,” where the extreme heat vaporizes material to form a deep, narrow cavity that fills with molten metal as the beam progresses along the joint.
Why Laser Type Determines Your Welding Success
Fiber lasers have become the dominant technology for industrial applications due to their exceptional beam quality, energy efficiency (typically 30-50% electrical-to-optical conversion), and compact size. These solid-state lasers excel at welding reflective metals like aluminum and copper that challenge other laser types, making them ideal for automotive and electronics manufacturing where these materials are common.
CO2 lasers, while less efficient (typically 10-15% conversion), still serve important roles in specific applications requiring longer wavelength energy that certain plastics and non-metals absorb more effectively. Their larger physical footprint and higher maintenance requirements have reduced their prevalence in newer installations, but they remain valuable for particular material combinations.
Nd:YAG lasers (neodymium-doped yttrium aluminum garnet) offer pulsed operation capabilities that make them suitable for very precise, low-heat applications like medical device welding. Though largely supplanted by fiber lasers for continuous-wave applications, they maintain niche uses where specific pulse characteristics are required.
The Keyhole Welding Process: How Laser Energy Creates Deep, Narrow Joints
As the focused laser beam contacts the workpiece, the intense energy density rapidly heats the surface material beyond its vaporization point. This creates a vapor cavity—the “keyhole”—that penetrates deep into the material as the beam continues its travel. The keyhole effect forms when the laser power density exceeds approximately 10⁶ W/cm², allowing the beam to maintain a stable vapor channel through the material thickness.
The molten metal surrounding the keyhole flows around this vapor cavity, filling the space behind the moving beam to create a continuous weld with exceptional depth-to-width ratios. Unlike traditional welding methods that create wider, shallower beads, laser welding can achieve penetration depths exceeding 10 millimeters in a single pass with minimal surface width—reducing distortion and eliminating the need for multiple passes on thicker materials.
Critical Parameters That Control Your Weld Quality
Laser power directly determines maximum achievable penetration depth, with industrial systems ranging from 500 watts for delicate electronics work to 20,000+ watts for heavy industrial applications. Higher power enables deeper penetration but requires careful balancing with other parameters to avoid excessive spatter or porosity.
Travel speed affects both weld geometry and cooling rates—faster speeds create narrower, shallower welds with less heat input, while slower speeds increase penetration but risk excessive heat accumulation. The optimal speed depends on material thickness, thermal conductivity, and required weld characteristics.
Beam focus position must be precisely controlled relative to the workpiece surface. Slight variations (as little as 0.2mm) can dramatically alter penetration depth and weld bead shape. Most systems incorporate automatic focus control to maintain consistency during production runs.
Shielding gas selection prevents oxidation and stabilizes the keyhole—argon works well for most metals, while helium provides better penetration for highly conductive materials like copper. Inadequate shielding creates surface oxidation that compromises weld appearance and mechanical properties.
Why Laser Welding Outperforms Arc Methods for Thin and Dissimilar Materials

Attempting to weld materials under 1 millimeter thick with traditional TIG or MIG processes often leads to burn-through and excessive distortion. The broader heat-affected zone of arc welding methods simply can’t match the precision of laser energy delivery when working with delicate components. Laser welding’s concentrated heat input minimizes thermal distortion, making it the only viable option for joining ultra-thin materials like battery foils (sometimes under 0.1mm thick) without damage.
Solving the Dissimilar Metal Welding Challenge
Joining dissimilar metals like aluminum to steel or copper to nickel creates significant challenges for traditional welding methods due to incompatible melting points, thermal expansion rates, and the formation of brittle intermetallic compounds. Laser welding addresses these issues through:
- Ultra-fast heating and cooling cycles that minimize time in the critical temperature range where problematic compounds form
- Precise energy control that accommodates different material properties within the same joint
- Narrow fusion zones that limit the area where incompatible materials mix
The resulting joints maintain structural integrity while avoiding the brittle failure points common in arc-welded dissimilar metal combinations. This capability has revolutionized industries like electric vehicle manufacturing, where joining aluminum battery housings to steel frames requires both strength and electrical conductivity.
Preventing Common Laser Welding Defects Before They Occur
Even with precise parameter control, laser welding can produce defects that compromise joint integrity if you don’t recognize the warning signs. Pitting—small surface depressions in the weld bead—creates stress concentration points that may initiate fatigue cracks under cyclic loading. This defect typically indicates insufficient shielding gas coverage or contamination on the material surface.
Undercutting appears as grooves along the weld toe where the base metal hasn’t properly fused with the weld bead. This defect significantly reduces fatigue life and often stems from excessive travel speed or inadequate laser power for the material thickness. Bead meandering—where the weld path deviates from the intended joint line—usually indicates poor beam alignment or unstable workpiece positioning during the welding process.
Your Real-Time Quality Control Checklist
- Monitor keyhole stability through process monitoring systems that detect fluctuations in plasma plume characteristics—instability often precedes porosity formation
- Verify consistent beam focus using automated height sensors that compensate for workpiece variations
- Check shielding gas coverage with flow meters and visual inspection for turbulence near the weld zone
- Measure thermal profiles with infrared cameras to ensure heat input stays within material-specific limits
- Implement 2D/3D scanning to detect surface irregularities before they become critical defects
Precision Applications: How Laser Welding Enables Modern Electronics Manufacturing
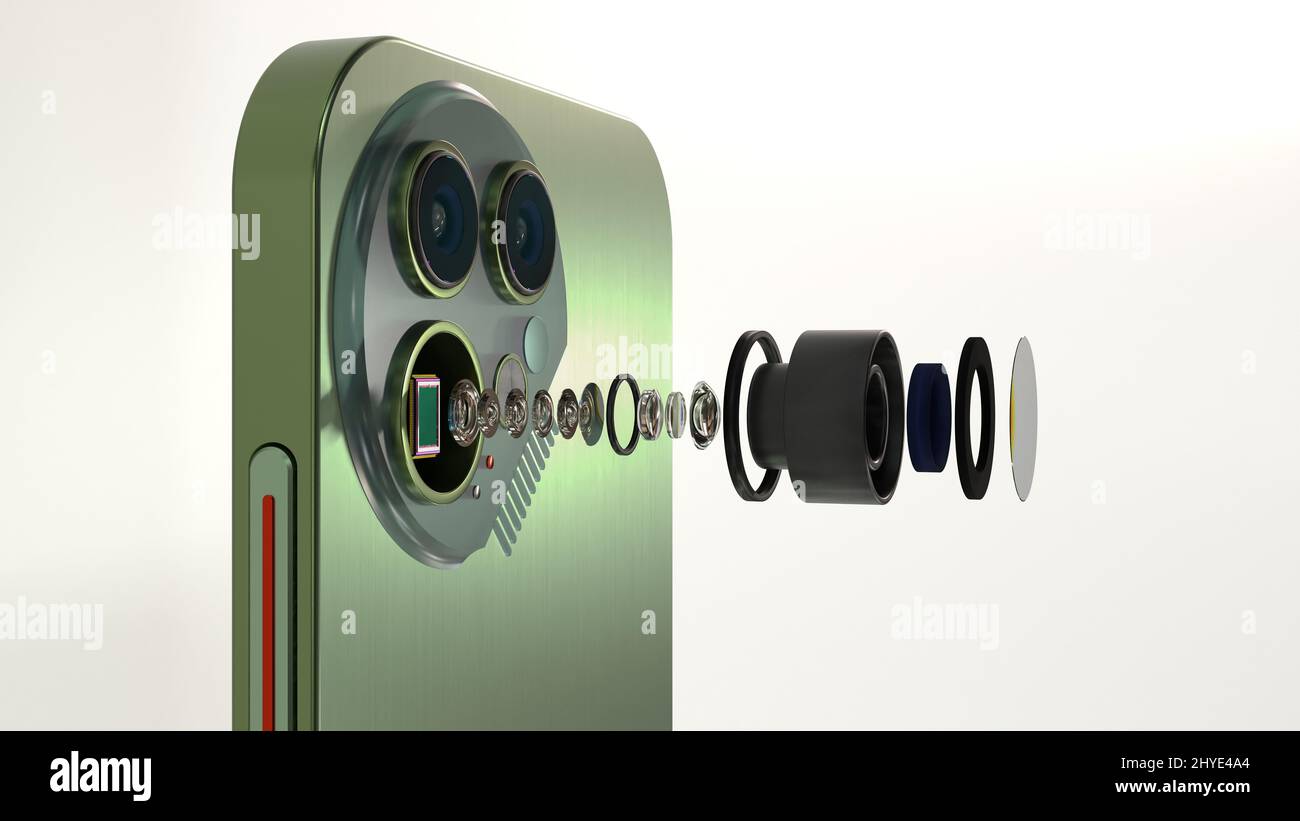
Assembling smartphone components requires joining features smaller than a human hair—a task impossible with conventional welding methods. Laser welding delivers the micron-level precision needed for camera module assembly, where misalignment of just 10 microns can render the entire component unusable. The non-contact nature of the process prevents mechanical stress on delicate optical elements during joining.
Battery manufacturing represents another critical application where understanding how does laser welding work proves essential. Lithium-ion battery cells require joining thin copper and aluminum current collectors without damaging the sensitive internal chemistry. The precise energy control of pulsed laser welding creates strong electrical connections while avoiding the thermal damage that would compromise battery safety and performance.
Medical Device Production: Achieving Zero-Defect Welding Standards
Surgical instruments and implantable devices demand welding precision measured in microns, with zero tolerance for contamination. Laser welding’s clean, non-contact process creates hermetic seals in implantable devices like pacemakers without introducing oils or particulates from consumable electrodes. The focused energy joins microscopic features on surgical tools—sometimes thinner than a human hair—without compromising the material properties critical for medical applications.
The FDA’s stringent requirements for medical device manufacturing make laser welding’s consistency particularly valuable. Automated laser systems produce identical welds across thousands of units, satisfying regulatory demands for process validation and documentation that manual welding methods cannot consistently achieve. This reliability has made laser welding indispensable for producing life-critical medical components where failure is not an option.
Automotive Manufacturing: How Laser Welding Creates Stronger, Lighter Vehicles
Modern car bodies incorporate multiple material types—high-strength steel, aluminum, and even carbon fiber composites—that require different joining techniques. Laser welding enables manufacturers to combine these materials in single structures, creating lighter vehicles without sacrificing crash safety. The precise control over heat input prevents the distortion that would compromise dimensional accuracy in complex body-in-white assemblies.
Roof seam welding demonstrates laser technology’s advantages over traditional spot welding. Continuous laser seams create stronger, smoother joints that improve structural rigidity while eliminating the “dimpling” effect of spot welds—enhancing both safety and aesthetic quality. The reduced heat input also minimizes paint distortion during subsequent finishing processes, lowering rework rates and improving overall production efficiency.
Your Path to Laser Welding Implementation Success
Before adopting laser welding for your application, conduct material compatibility testing to verify joint integrity under service conditions—especially for dissimilar metal combinations. Calculate your return on investment considering not just equipment costs but also reduced post-weld processing, lower scrap rates, and increased throughput. Partner with experienced integrators who understand both the laser technology and your specific manufacturing challenges to ensure successful implementation.
As industries continue demanding thinner materials, more complex geometries, and dissimilar material combinations, laser welding’s role will only expand. The integration of AI-powered process monitoring and closed-loop control systems will further enhance capabilities, making laser welding not just a specialized technique but an essential manufacturing technology for competitive operations. Understanding how does laser welding work positions you to leverage these advancements and maintain a competitive edge in increasingly demanding markets.
Leave a Reply