
When you strike a welding arc, you’re creating one of the most intense heat sources humans have learned to control—reaching temperatures that can actually surpass the surface of the sun. If you’ve ever wondered how hot is a welding arc during your metalworking projects, the answer might shock you: between 5,000°F and 30,000°F depending on your process and settings. This extreme heat transforms solid metal into liquid within seconds, allowing precise fusion of materials that would otherwise be impossible to join. Understanding exactly how hot is a welding arc isn’t just academic—it directly impacts your safety, weld quality, and equipment choices. Whether you’re a weekend hobbyist or professional welder, knowing these temperature realities helps you work more effectively while avoiding dangerous mistakes that could lead to burns, equipment damage, or failed welds.
Shielded Metal Arc Welding Temperature Realities
Stick welding produces arc temperatures that handle most structural metals with ease while remaining manageable for beginners. When you strike that electrode against your workpiece, the resulting arc reaches 6,000°F to 10,000°F at the electrode tip, creating a molten weld pool around 6,500°F. This temperature range efficiently melts common metals like mild steel (melting point 2,500°F-2,800°F) without excessive energy consumption.
Why Stick Welding Temperatures Vary
Your actual arc temperature depends on several factors you can control. Higher amperage settings directly increase heat output—each additional ampere pushes your arc closer to that 10,000°F ceiling. The electrode’s flux coating composition also matters; cellulose-based rods create hotter, faster-freezing arcs ideal for deep penetration, while rutile coatings produce slightly cooler arcs better for positional welding. When you notice the electrode overheating and spitting excessively, that’s your cue to reduce amperage before you exceed optimal temperature ranges.
Critical Safety Considerations for Stick Welding
At these extreme temperatures, safety becomes non-negotiable. The spatter flying from your weld pool carries enough heat to melt through cotton clothing instantly—always wear flame-resistant materials rated for welding. Your welding helmet must have at least a #10 shade setting to protect against the intense UV radiation that causes “arc eye” even with brief exposure. And remember: hot slag continues radiating heat long after you’ve finished welding, so keep flammable materials at least 35 feet away from your work area.
TIG Welding’s Extreme Temperature Precision

TIG welding creates some of the hottest, most concentrated arcs available to metalworkers—reaching 11,000°F to 19,000°F in the arc column. What makes this possible is the non-consumable tungsten electrode, which maintains its shape despite the surrounding plasma exceeding tungsten’s melting point of 6,170°F. This temperature concentration allows incredible precision when welding thin materials as delicate as 0.020 inches without burn-through.
Maximizing TIG Temperature Control
Your tungsten electrode diameter directly affects temperature concentration. For thin aluminum sheets under 1/8 inch, switch to 3/32-inch tungsten instead of 1/8-inch to increase current density and arc heat without raising amperage. When welding thicker materials, adding helium to your argon shielding gas boosts thermal conductivity, pushing temperatures toward that 19,000°F threshold for deeper penetration. Watch for the telltale blue-white arc color—that’s your visual indicator of optimal temperature for aluminum welding.
Avoiding Common TIG Temperature Mistakes
Many beginners make the critical error of holding the tungsten too far from the workpiece, which spreads heat and reduces maximum temperature. Maintain a 1/8-inch arc length for most applications to concentrate that intense heat where you need it. And never dip your tungsten into the weld pool—that contaminates the electrode and destabilizes the arc temperature, creating an inconsistent weld bead that requires grinding and restarting.
MIG and Flux-Cored Temperature Dynamics
MIG welding generates arc temperatures between 10,000°F and 15,000°F as the continuous wire electrode melts through the superheated plasma zone. This temperature range delivers faster deposition rates than TIG while maintaining sufficient heat for most fabrication work. Flux-cored processes operate slightly cooler at 10,000°F to 14,000°F but compensate with additional heat from the flux core’s exothermic reaction.
Optimizing Wire Feed for Temperature Control
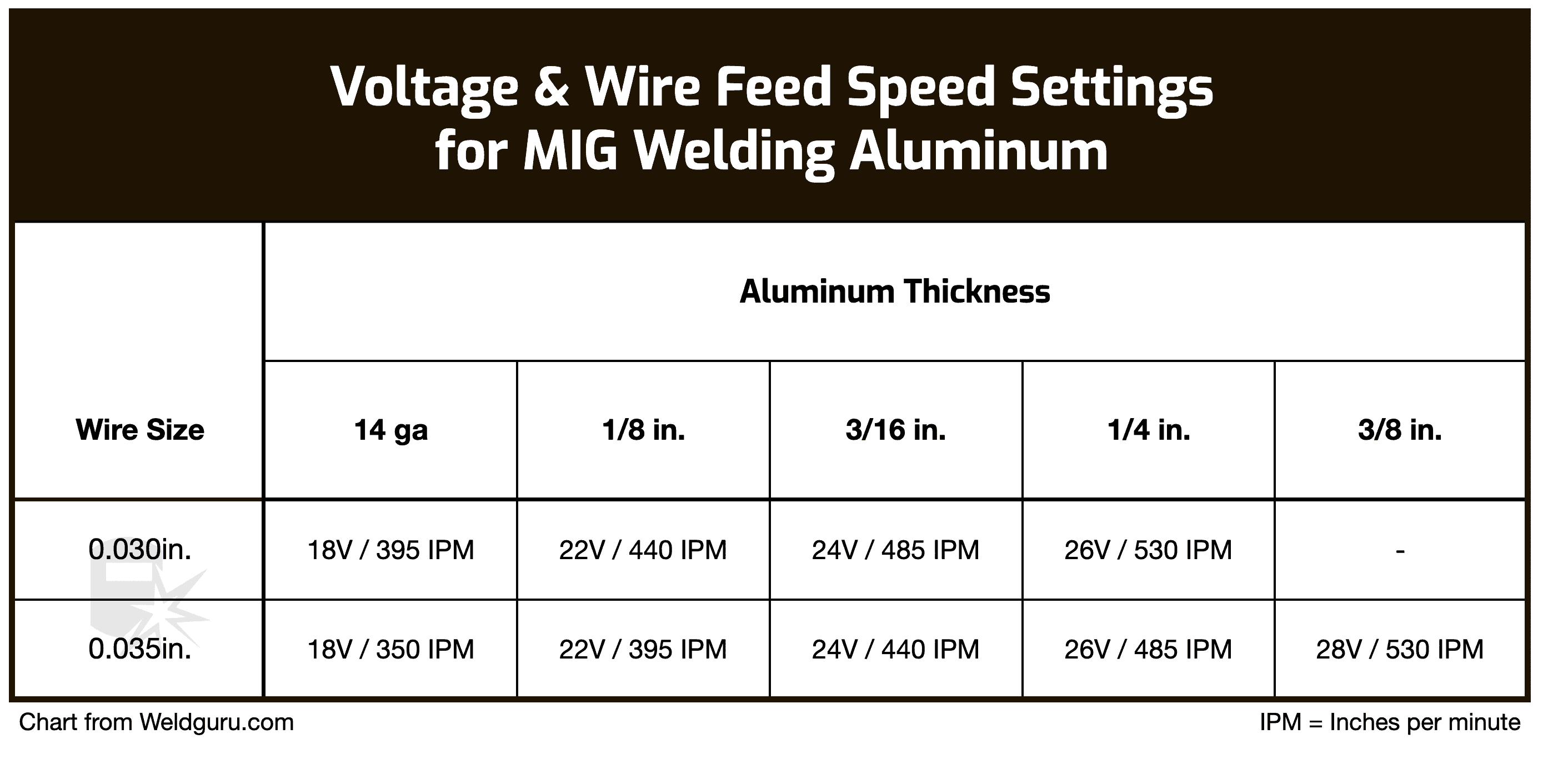
Your wire feed speed directly correlates with arc temperature—too slow and you lose heat penetration, too fast and you risk burn-through on thin materials. For 1/8-inch steel, start with 250-300 inches per minute wire feed at 18-20 volts. When welding aluminum, increase voltage by 1-2 volts to maintain optimal arc temperature through the material’s higher thermal conductivity. If your weld bead appears cold and convex, increase voltage by 1-2 volts to improve fluidity.
Recognizing Temperature Warning Signs
Watch for these visual cues that your arc temperature is outside the ideal range: excessive spatter indicates temperature fluctuations from incorrect voltage settings, while a dark, smoky arc suggests insufficient shielding gas coverage allowing oxidation. If your weld pool solidifies too quickly for proper manipulation, increase amperage by 10-15% to boost that critical temperature zone.
Plasma Arc’s Unmatched Heat Intensity
Plasma cutting systems generate the hottest practical welding arcs, with plasma jets exceeding 30,000°F—enough to vaporize metal rather than merely melt it. This extreme temperature allows precise cutting through steel up to 6 inches thick at speeds impossible with oxy-fuel methods. The plasma torch constricts the arc through a copper nozzle, dramatically increasing current density and temperature beyond standard welding processes.
Practical Plasma Temperature Applications
When you need to cut stainless steel or aluminum without heat distortion, plasma’s concentrated 30,000°F+ temperature delivers clean edges with minimal dross. For precision work on thin materials under 1/4 inch, reduce amperage to 30-40 amps to maintain that critical temperature threshold while preventing excessive melting. The distinctive blue-white plasma stream should extend 1/16 to 1/8 inch beyond your workpiece—if it’s shorter, increase gas pressure to maintain optimal temperature.
Comparing Arc Temperatures to Everyday References

Understanding how hot is a welding arc becomes clearer when compared to familiar temperature points. While steel melts around 2,700°F, your welding arc operates at temperatures that exceed the sun’s surface (9,900°F). Aluminum melts at a comparatively cool 1,221°F, yet your arc maintains temperatures hot enough to vaporize it instantly if uncontrolled. This extreme differential explains why proper technique matters—without controlling that immense heat input, you’ll burn through materials rather than fusing them.
Safety Implications of Extreme Welding Temperatures
The temperatures produced by welding arcs create multiple invisible hazards beyond obvious burn risks. Ultraviolet radiation from a 10,000°F+ arc can cause severe eye damage through standard safety glasses—always use proper auto-darkening helmets with UV/IR protection. Infrared radiation heats surrounding metal significantly beyond the visible weld zone, so never touch recently welded material without checking with temperature-indicating sticks. And remember: sparks from your arc can travel over 35 feet while still hot enough to ignite materials, requiring constant fire watch during and after welding operations.
Measuring and Managing Arc Temperature
While you can’t directly measure your arc’s temperature during welding, several techniques help maintain optimal heat. For critical applications, use temperature-indicating crayons that melt at specific points to verify your heat-affected zone stays within acceptable limits. When welding stainless steel, keep interpass temperatures below 300°F using infrared thermometers to prevent carbide precipitation. And always perform test welds on scrap material first—observe the weld pool fluidity and bead shape to confirm you’ve achieved the proper temperature before working on your actual project.
Key Temperature Management Tips
- Thin materials: Reduce amperage by 10-15% and increase travel speed to prevent burn-through
- Thick materials: Increase amperage and slow travel speed to ensure adequate penetration
- Aluminum welding: Add 1-2 volts to compensate for higher thermal conductivity
- Stainless steel: Maintain interpass temperatures below 300°F with strategic cooling
- Outdoor welding: Increase amperage by 5-10% to compensate for wind cooling effects
Welding arcs represent one of humanity’s most impressive feats of controlled heat management, routinely achieving temperatures between 5,000°F and 30,000°F depending on your process and settings. Understanding exactly how hot is a welding arc isn’t just theoretical knowledge—it directly impacts your safety, weld quality, and equipment longevity. By recognizing the visual cues of proper temperature, adjusting your parameters for specific materials, and respecting the extreme heat you’re working with, you’ll produce stronger welds while avoiding common pitfalls that lead to failed projects and dangerous situations. Remember that temperature control separates adequate welders from exceptional ones—mastering this aspect of your craft transforms you from someone who simply makes welds to someone who creates lasting, reliable metal joints. Whether you’re running a stick welder on construction steel or precision TIG on aerospace components, that concentrated heat exceeding the sun’s surface remains your most powerful tool when properly understood and respected.
Leave a Reply