
When your MIG welder sparks to life, you’re creating one of the hottest human-made environments on Earth—temperatures that dwarf even the surface of the sun. Understanding exactly how hot is MIG welding isn’t just academic curiosity; it’s the difference between strong, clean welds and frustrating defects that require costly rework. The electric arc in MIG welding typically reaches between 15,000°F and 25,000°F, with peak temperatures occasionally exceeding 30,000°F depending on your settings and materials. This extreme heat is what allows the process to instantly melt through steel, aluminum, and other metals with precision.
If you’ve ever struggled with burn-through on thin sheet metal or lack of penetration on thicker plates, temperature control is almost certainly the culprit. Whether you’re welding automotive body panels or structural steel beams, mastering MIG welding temperatures transforms you from an operator who follows settings into a craftsman who controls the thermal process. This guide breaks down exactly how hot MIG welding gets, what factors influence these temperatures, and—most importantly—how you can manage heat effectively for consistent, high-quality welds across any application.
MIG Welding Arc Temperature Ranges: What Your Machine Actually Produces
The electric arc in MIG welding generates the primary heat source, and this concentrated plasma column reaches temperatures that seem almost unimaginable compared to everyday experiences. At the arc’s core, where electrical energy converts to thermal energy, temperatures consistently range from 15,000°F to 25,000°F for standard steel welding applications using common argon and carbon dioxide gas mixtures. These extreme temperatures exceed the melting point of virtually every metal used in fabrication, which is precisely what enables the rapid fusion required for efficient welding operations.
Your specific arc temperature depends heavily on three critical factors:
- Amperage and voltage settings: Higher settings push temperatures toward the upper end of the range
- Shielding gas composition: Argon-rich mixtures run hotter than CO2-dominant blends
- Electrode type and diameter: Smaller wires concentrate heat more intensely
Most professional welders find that maintaining arc temperatures in the 18,000°F to 22,000°F range provides the best balance of penetration, arc stability, and overall weld quality for general steel fabrication work. When welding aluminum with pure argon shielding gas, temperatures tend to run slightly higher than steel applications due to argon’s different thermal conductivity.
Metal Melting Points vs. MIG Welding Temperatures: Critical Comparisons
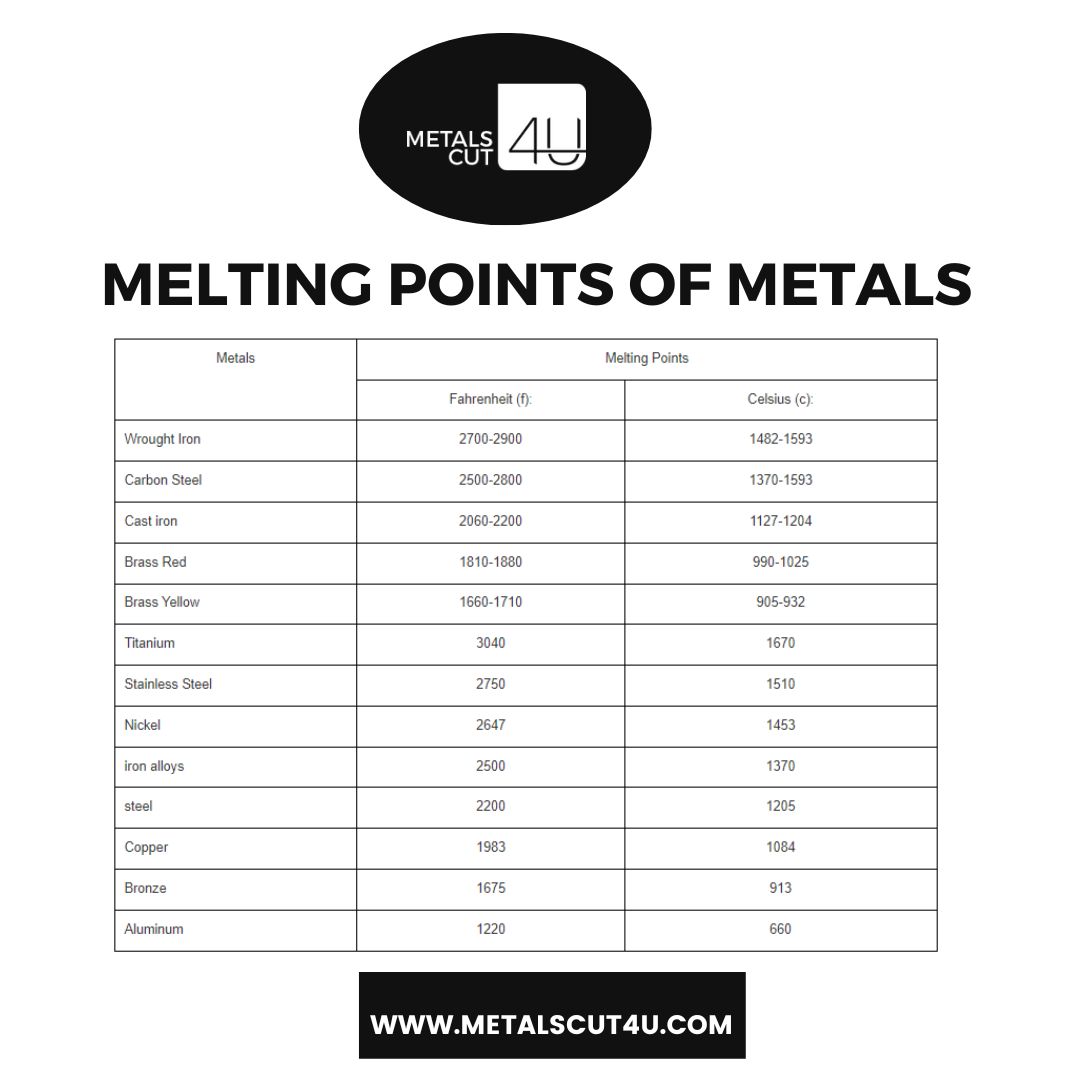
To truly understand how hot is MIG welding, you need to know the melting points of the metals you’re joining, since the arc must exceed these values to achieve proper fusion. The enormous gap between arc temperatures and metal melting points might seem excessive, but this thermal headroom is essential for creating reliable weld joints while accounting for heat dissipation into the surrounding base metal.
Steel Melting Points:
– Mild steel: 2,500°F to 2,600°F
– Medium carbon steel: 2,600°F to 2,800°F
– High carbon and alloy steels: 2,650°F to 2,800°F
Stainless Steel Melting Points:
– Austenitic stainless steels (304/316): 2,500°F to 2,550°F
– Ferritic stainless steels (430): 2,550°F to 2,700°F
– Martensitic grades (410): 2,700°F to 2,800°F
Aluminum Melting Points:
– Pure aluminum: 1,221°F
– Common aluminum alloys: 1,075°F to 1,215°F
The nearly 1,400°F difference between aluminum and steel melting points means you must significantly adjust your welding parameters when switching between materials. Aluminum’s high thermal conductivity requires higher heat input to achieve equivalent penetration despite its lower melting point.
How Your Settings Directly Control Welding Heat (With Exact Numbers)

Heat input—the actual energy delivered to your workpiece—directly determines weld penetration, heat-affected zone size, and potential for distortion. You can calculate your exact heat input using this formula:
Heat Input (kJ/in) = (Voltage × Amperage × 60) / (Travel Speed in ipm × 1,000)
Most MIG welding applications fall within these practical heat input ranges:
- Thin sheet metal (18-14 gauge): 5-15 kJ/in
- Medium thickness steel (1/8 to 1/2 inch): 15-35 kJ/in
- Thick plate steel (over 1/2 inch): 30-50 kJ/in
Increasing voltage or amperage raises heat input, while moving your torch faster reduces it. For thin materials prone to burn-through, try these specific settings:
– 15-18 volts with 60-120 amps
– Wire feed speed matched to 0.023-0.030 inch diameter wire
– Travel speed fast enough to keep interpass temperatures below 250°F
Shielding Gas Temperature Effects: Why Your Gas Mix Matters More Than You Think
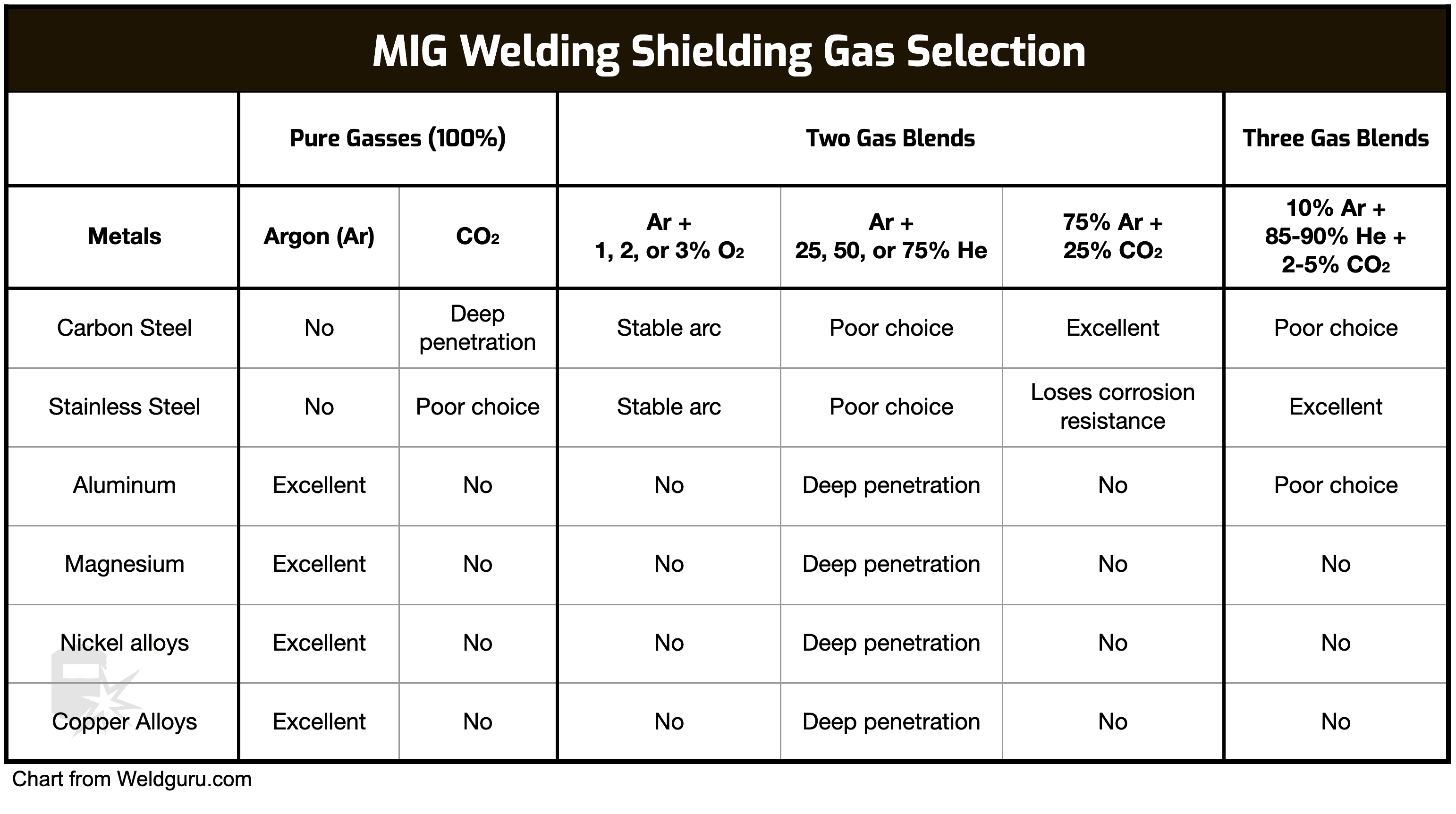
Your choice of shielding gas mixture significantly impacts the thermal characteristics of your welding arc and the resulting weld pool. Different gas compositions alter arc voltage, heat transfer efficiency, and metal transfer behavior, all of which affect temperature distribution and weld quality.
Argon-based mixtures:
– 75% argon/25% CO2: Produces stable arc with moderate heat transfer (18,000°F-22,000°F)
– 90% argon/10% CO2: Higher heat input and deeper penetration
– 98% argon/2% oxygen: Better wetting action for stainless steel
Pure carbon dioxide:
– Highest heat input and deepest penetration
– Arc temperatures run slightly lower (16,000°F-20,000°F)
– More spatter but excellent for thick materials
Adding helium to argon-based gases increases arc voltage and heat input substantially. The high thermal conductivity of helium transfers more heat from the arc to the workpiece, making it valuable for welding thick materials requiring increased penetration.
Metal Transfer Modes and Their Temperature Profiles
MIG welding employs several distinct metal transfer modes, each with unique temperature characteristics that determine weld quality and appearance:
Short Circuiting Transfer (Best for Thin Materials)
- Transfer point temperatures: 8,000°F to 12,000°F
- Rapid short circuits transfer small droplets 20-200 times per second
- Low heat input ideal for thin materials and all-position welding
- Pro tip: Use when welding 24 gauge to 1/4 inch thickness
Spray Transfer (Maximum Penetration)
- Arc temperatures: 20,000°F to 30,000°F
- Small droplets projected axially at high velocity
- Deep penetration with high deposition rates
- Warning: Requires minimum 200+ amps—unsuitable for thin materials
Pulsed Spray Transfer (Best All-Around Control)
- Peak pulse temperatures match spray transfer
- Background current between pulses reduces overall heat
- Achieves spray transfer benefits on thinner materials
- Expert note: Ideal for aluminum and stainless steel welding
Temperature-Related Defects and How to Fix Them
Excessive or improperly controlled temperatures during MIG welding lead to various defects that compromise joint integrity. Here’s how to diagnose and fix the most common temperature-related problems:
Burn-Through on Thin Materials
Cause: Heat input exceeding material’s ability to conduct heat away
Fix: Reduce amperage, increase travel speed, use smaller diameter wire
Prevention: Keep interpass temperatures below 250°F for thin sheet metal
Lack of Fusion
Cause: Insufficient heat preventing proper bonding to base metal
Fix: Increase amperage, reduce travel speed, adjust torch angle toward joint walls
Critical step: Ensure proper edge preparation with clean, appropriately sized gaps
Distortion and Warpage
Cause: Non-uniform temperature distribution causing differential expansion
Fix: Use balanced welding sequences, tack components before final welding
Pro technique: Divide large welds into smaller sections and alternate sides
Safety Temperature Thresholds Every Welder Must Know
While the welding arc reaches extreme temperatures, understanding safety-relevant temperature limits helps establish proper protocols for your workshop:
- Welding torches: Should stay below 400°F during operation—higher indicates cooling issues
- Electrode holders: Grip surface must not exceed 500°F—replace if overheating
- Workpiece handling: Components should cool below 140°F before handling without protection
- Critical warning: Thick steel sections can retain dangerous heat for hours after welding
Always wear appropriate PPE including heat-resistant gloves when handling recently welded components. High ambient temperatures increase fatigue and can affect shielding gas coverage through convection currents around the arc.
Temperature Optimization Checklist for Flawless Welds
Follow this systematic approach to optimize MIG welding temperatures for any application:
- Establish baseline parameters from welding procedure specifications
- Make incremental adjustments to travel speed, voltage, and wire feed rate
- Document results including penetration profile, bead shape, and fusion characteristics
- Modify shielding gas composition if temperature characteristics need refinement
- Validate final parameters through mechanical testing for critical applications
For thick materials, manage heat distribution across multiple passes by alternating welding sequences and allowing appropriate cooling time between passes. When welding aluminum, remember its high thermal conductivity requires higher heat input than steel of similar thickness—use 19-27 volts and 150-300 amps with 100% argon or argon/helium mix.
Understanding exactly how hot is MIG welding—and what to do with that knowledge—transforms you from an operator following settings to a craftsman controlling the thermal process. By mastering these temperature relationships and applying the specific techniques outlined here, you’ll consistently produce quality results across the full range of MIG welding applications. The next time you strike an arc, remember: you’re not just melting metal—you’re precisely controlling one of the hottest environments on Earth.
Leave a Reply