
When you strike an arc with a stick welding electrode, you’re creating one of the hottest man-made environments on Earth—temperatures that rival the surface of the sun. The question “how hot is stick welding” isn’t just academic; understanding these extreme temperatures is essential for producing quality welds while staying safe. Stick welding (SMAW) generates an electric arc that reaches between 6,000°F and 10,000°F (3,315°C to 5,538°C), creating enough thermal energy to melt through steel like butter. Whether you’re a beginner trying your first beads or an experienced welder troubleshooting penetration issues, knowing exactly how hot stick welding gets—and how that heat transfers to your workpiece—makes the difference between a strong, reliable weld and a melted-through disaster.
The intense heat of stick welding serves multiple critical functions: it melts the base metal to create fusion, liquefies the electrode core to provide filler material, and activates the flux coating to protect the molten pool from atmospheric contamination. But this thermal power requires careful management—too little heat and you’ll get poor fusion; too much and you’ll burn through thin materials or create excessive distortion. This guide breaks down the precise temperature ranges you’ll encounter during stick welding operations and provides practical techniques for controlling this thermal energy to consistently produce high-quality welds.
Stick Welding Arc Temperature: The 6,000°F to 10,000°F Reality
The electric arc created when you strike a stick welder represents one of the most intense heat sources available to metalworkers. At its core, the arc reaches temperatures between 6,000°F and 10,000°F (3,315°C to 5,538°C), with the highest temperatures concentrated at the point where the electrode meets the workpiece. This extreme heat ionizes the gas between the electrode and the metal, creating a plasma channel that conducts electricity while simultaneously melting both the base metal and the electrode tip.
How Arc Temperature Affects Your Weld Quality
The specific temperature within this range depends primarily on your amperage setting and electrode type. Higher amperage increases the electrical energy flowing through the arc, pushing temperatures toward the upper end of the spectrum. However, the relationship isn’t linear—doubling your amperage doesn’t double the temperature, but it does significantly increase heat input to the workpiece. This distinction between arc temperature and actual heat transfer explains why you can weld the same material with different settings while achieving varying results.
Why Arc Length Matters More Than You Think
Maintaining proper arc length directly impacts how much of that extreme heat actually reaches your workpiece. A short arc (1/8 inch or less) delivers maximum heat to a concentrated area for deep penetration, while a longer arc (1/4 inch or more) spreads the heat over a wider area but reduces penetration. Most beginners make the critical mistake of holding the arc too long, resulting in poor fusion and excessive spatter. For optimal results, keep the arc length approximately equal to the diameter of your electrode’s core wire.
Base Metal Melting Points You Must Know
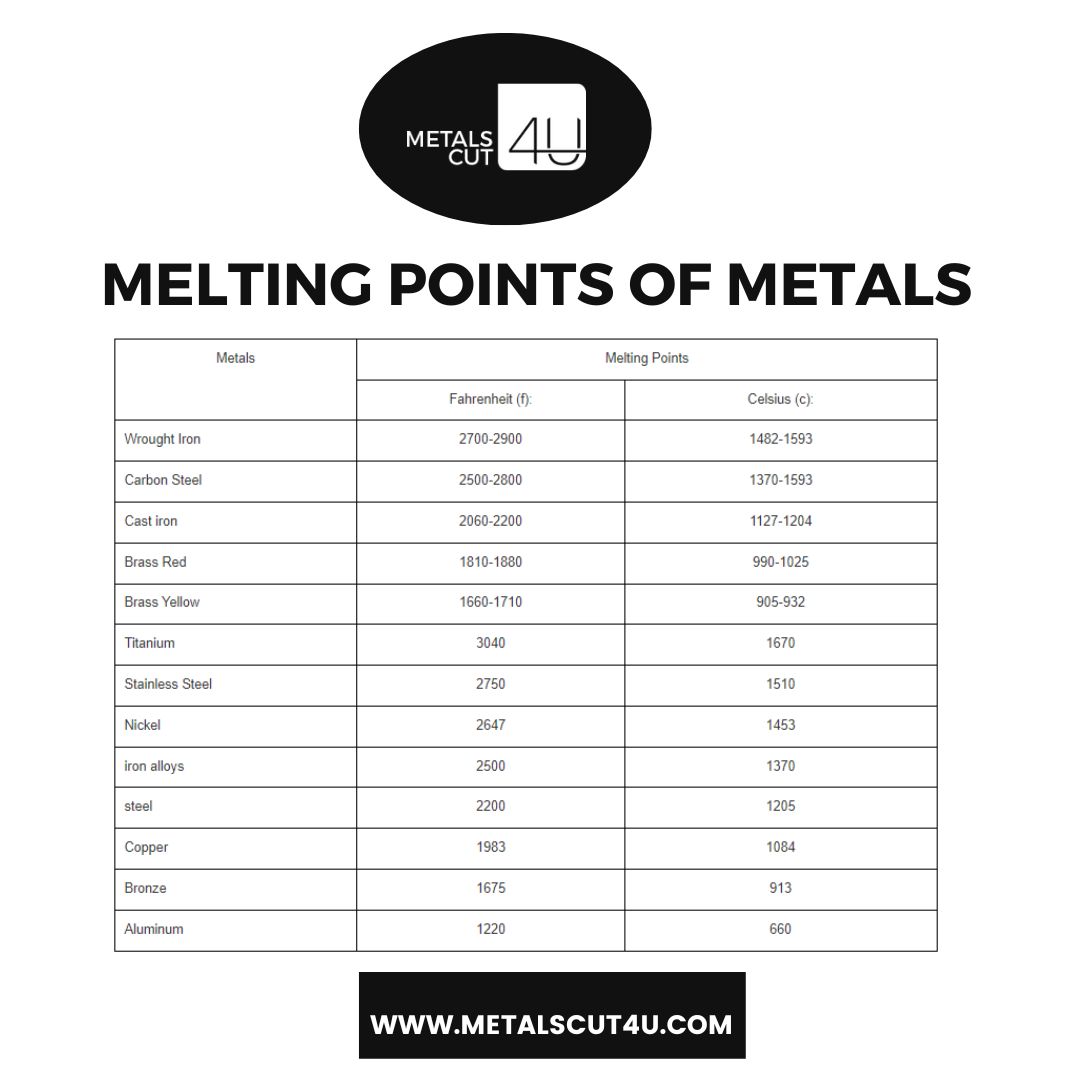
While the arc reaches solar surface temperatures, your base metal only needs to reach its specific melting point to form a proper weld. Understanding these thresholds prevents both insufficient penetration and catastrophic burn-through.
Mild Steel: The 2,500°F to 2,800°F Sweet Spot
Most stick welding involves mild steel, which melts between 2,500°F and 2,800°F (1,371°C to 1,538°C). This substantial gap between arc temperature and melting point gives stick welding remarkable forgiveness—there’s plenty of thermal margin for error. When welding mild steel, your goal is to raise the base metal just past its melting point to create a fluid weld pool that properly fuses with the molten electrode material. The visual cue? A bright, fluid puddle that moves consistently as you travel.
Stainless Steel and Cast Iron: Special Temperature Challenges
Stainless steel melts at a similar range (2,500°F to 2,550°F), but its chromium content makes it far more sensitive to heat input. Excessive temperatures cause carbide precipitation along grain boundaries, compromising corrosion resistance in the heat-affected zone. Cast iron presents the opposite challenge—it melts at a lower temperature (2,200°F to 2,500°F) but requires careful preheating and controlled cooling to prevent cracking. For cast iron repairs, maintain interpass temperatures between 500°F and 1,100°F to avoid thermal shock.
How Stick Welding Heat Transfer Actually Works
Understanding why stick welding temperatures behave as they do requires examining the process’s thermal efficiency. Only 60-70% of the arc’s heat actually transfers to the workpiece—the rest radiates into the surrounding air, heats your electrode holder, and warms the electrode itself. This relatively low efficiency compared to TIG or MIG welding creates both advantages and challenges.
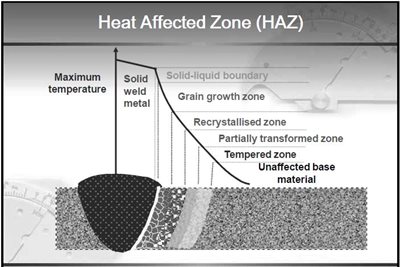
Managing the Heat-Affected Zone (HAZ)
The area surrounding your weld pool—the heat-affected zone—experiences temperatures high enough to alter the metal’s microstructure without actually melting. For mild steel, this zone typically ranges from 1,200°F to 2,500°F. Larger electrodes and slower travel speeds expand this zone, increasing the risk of warping on thin materials. When welding sheet metal under 1/8 inch thick, use the smallest electrode practical (typically 1/16 inch or 5/64 inch) and travel quickly to minimize HAZ size.
Why Stick Welding Works Better Outdoors Than Other Processes
The relatively inefficient heat transfer of stick welding actually makes it more tolerant of wind and drafts than processes like MIG welding. While windy conditions would blow away the shielding gas in MIG welding, stick welding’s flux coating creates its own protective atmosphere that functions effectively even in breezy outdoor environments. This is why you’ll see structural steel crews stick welding on skyscrapers 50 stories up—how hot is stick welding becomes less critical than how reliably it performs in challenging conditions.
Critical Safety Measures for Extreme Welding Temperatures
Working with temperatures that approach solar surface levels demands serious safety precautions. The intense heat of stick welding creates multiple hazards that require specific protective measures.
Essential Eye Protection for 10,000°F Arcs
Never look at a stick welding arc without proper protection—exposure to ultraviolet radiation can cause “arc eye” (photokeratitis) in seconds. For most stick welding applications (90-200 amps), use a welding helmet with shade 10-14 lens. Auto-darkening helmets provide convenience, but ensure they’re rated for stick welding’s rapid arc starts and stops. Remember: the visible brightness of the arc doesn’t correlate with UV intensity—you can receive serious eye damage even from a seemingly “dim” arc.
Heat-Resistant Clothing That Won’t Melt
Standard cotton work shirts won’t protect you from stick welding’s intense heat and sparks. Wear flame-resistant clothing made from heavyweight cotton or specialized welding fabrics. Avoid synthetics like polyester that can melt onto your skin when exposed to welding sparks. Leather welding gloves are mandatory—not just for heat protection but to prevent electrical shock from the open circuit when changing electrodes.
Practical Heat Control Techniques for Better Welds
Mastering stick welding temperature control comes down to three key variables you can adjust: electrode size, amperage setting, and travel speed. Get these right, and you’ll consistently produce quality welds regardless of material thickness.
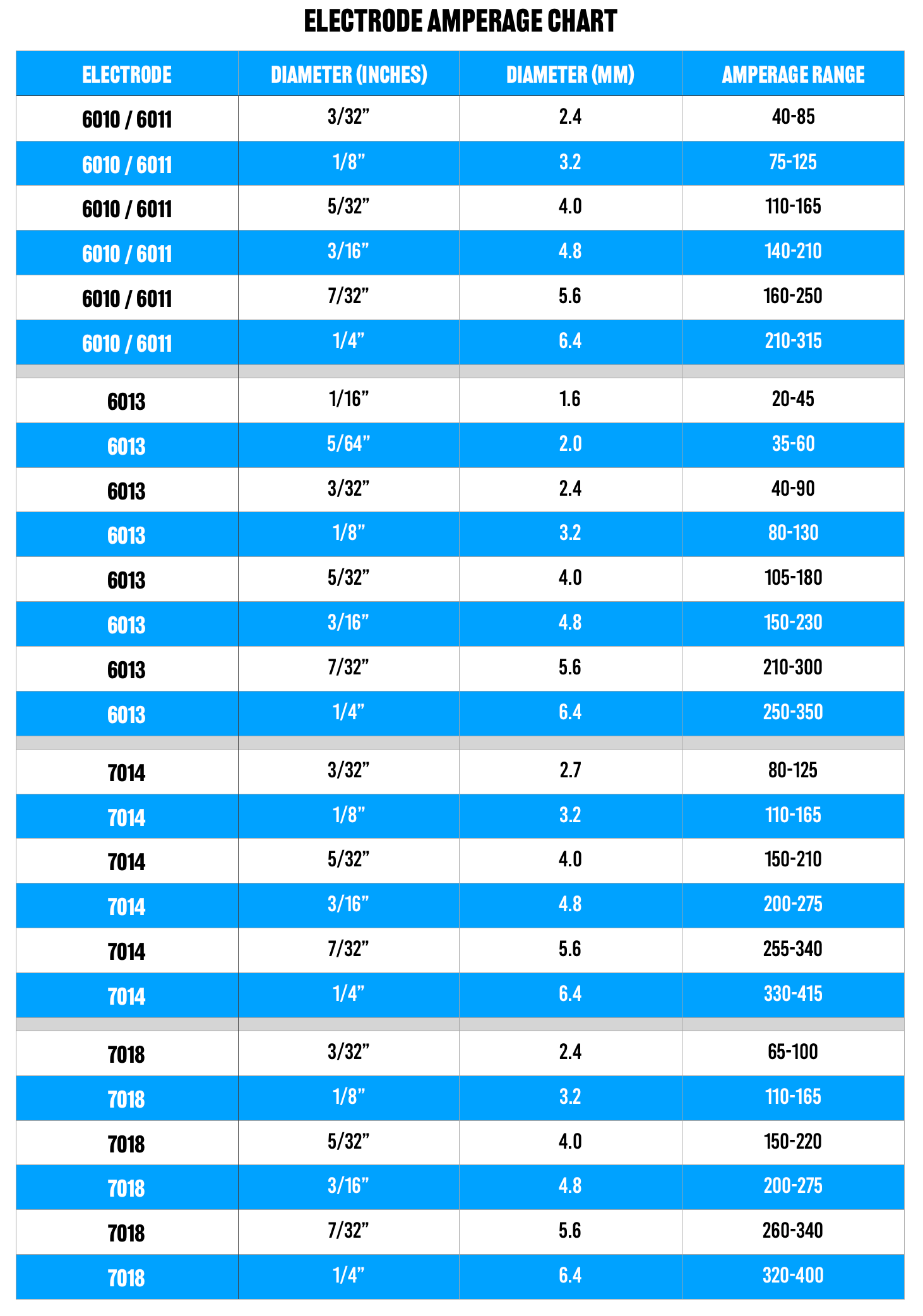
Selecting the Right Electrode Diameter for Your Material
| Material Thickness | Recommended Electrode Size | Amperage Range |
|---|---|---|
| 1/16″ – 1/8″ | 1/16″ or 5/64″ | 30-60A |
| 1/8″ – 3/16″ | 1/8″ | 90-120A |
| 3/16″ – 1/4″ | 5/32″ | 120-150A |
| 1/4″ and thicker | 3/16″ | 140-180A |
Using an oversized electrode on thin material virtually guarantees burn-through because you can’t reduce amperage enough to prevent excessive melting. When in doubt, start with a smaller electrode and increase size only if penetration proves insufficient.
The Amperage Sweet Spot for Your Electrode
Most electrodes perform best at amperage settings in the middle of their recommended range. Too little amperage causes the electrode to “stick” frequently and produces shallow penetration; too much creates excessive spatter and deep undercutting. Test your settings on scrap material first—proper amperage creates a smooth, consistent arc sound like “bacon frying” with a stable, fluid weld pool that moves easily as you travel.
Stick Welding Temperature vs. Other Processes
Understanding how stick welding temperatures compare to alternatives helps you select the right process for each job.
TIG welding (GTAW) creates similar arc temperatures (6,000°F-10,000°F) but delivers heat more precisely through a non-consumable tungsten electrode. MIG welding (GMAW) typically operates at slightly lower temperatures due to its continuous wire feed and shielding gas. Oxyacetylene welding reaches only about 6,000°F maximum—significantly cooler than stick welding’s upper range. The key difference? Stick welding’s higher peak temperatures make it more forgiving of surface contaminants but less precise for thin materials.
Final Takeaways: Mastering Stick Welding Heat
Stick welding generates extraordinary temperatures—6,000°F to 10,000°F at the arc, with base metals melting between 2,200°F and 2,800°F depending on material. This thermal power makes stick welding incredibly versatile but demands respect and proper technique. Remember these key points: maintain proper arc length equal to electrode diameter, select electrode size based on material thickness, and adjust amperage to achieve that ideal “bacon frying” sound. Always prioritize safety with appropriate eye protection and flame-resistant clothing when working with temperatures that rival the sun’s surface.
The next time you wonder “how hot is stick welding,” remember it’s not just about the extreme temperatures—it’s about controlling that thermal energy to create strong, reliable welds. Master these heat management principles, and you’ll transform stick welding from a challenging process into your most versatile metalworking tool.
Leave a Reply