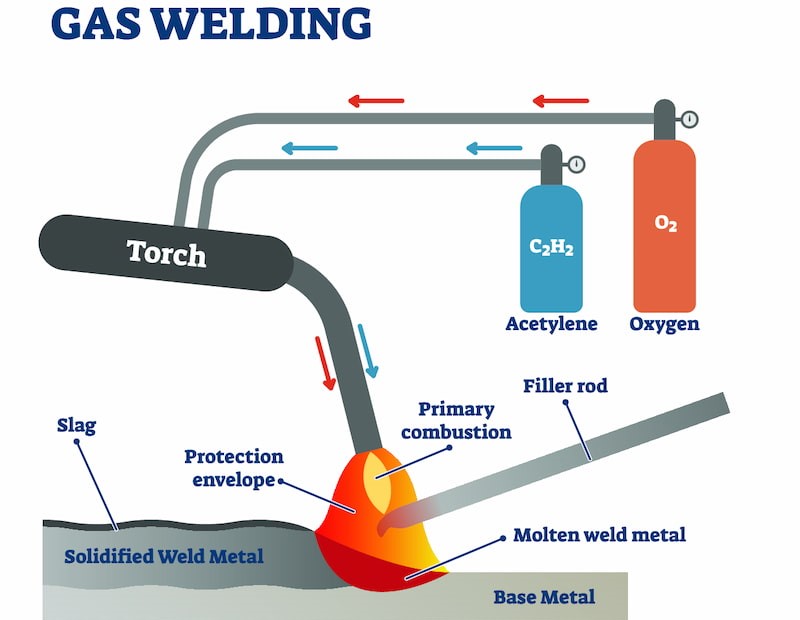
Ever wonder how metalworkers fuse steel with pinpoint precision without electricity? The answer lies in acetylene—the fuel gas that revolutionized metalworking when French engineers Edmond Fouché and Charles Picard developed oxygen-acetylene welding in 1903. How is acetylene used in welding? Through its unmatched ability to generate temperatures up to 6,332°F when combined with pure oxygen, creating the hottest flame of any common gaseous fuel. This extreme heat enables welders to melt and fuse metals with remarkable control, making acetylene indispensable for applications where portability, precision, and concentrated heat matter most. While arc welding has replaced oxy-acetylene in many industrial settings, understanding how acetylene is used in welding reveals why this century-old technology remains vital for brazing, cutting, metal forming, and specialized metalwork worldwide.
Before coated arc welding electrodes emerged in the late 1920s, oxy-acetylene welding was the only process capable of producing high-quality welds across virtually all commercial metals—from carbon steel and cast iron to aluminum and magnesium. Today, while various electric welding methods dominate industrial production, the oxy-acetylene torch maintains critical roles where its unique properties provide irreplaceable advantages. This comprehensive guide examines the technical foundations, practical techniques, and ongoing relevance of acetylene in modern welding operations, giving you the knowledge to harness its power safely and effectively.
Why Acetylene’s 6,332°F Flame Makes It the Top Choice for Metal Welding
Acetylene produces the highest flame temperature of any commonly used gaseous fuel—reaching approximately 3,773 Kelvin (6,332°F)—when combined with pure oxygen. This extreme heat enables rapid melting of base metals and efficient cutting through ferrous materials that would challenge alternative fuels. When comparing flame temperatures, propane-oxygen maxes out at 2,526 Kelvin while oxyhydrogen reaches only 3,073 Kelvin, both falling significantly short of acetylene’s performance.
The intensity of the acetylene flame provides welders with exceptional control over the welding process. Within the inner cone of the flame (reaching 3,320°C), acetylene breaks down into hydrogen and carbon monoxide, which then combine with additional oxygen in the outer cone. This thermal behavior allows skilled operators to create strong weld pools with deep penetration while minimizing distortion in base materials. For projects requiring precise heat application—such as thin sheet metal work or intricate metal art—the concentrated heat of acetylene provides unmatched advantages over alternative fuel gases.
Step-by-Step: How to Properly Weld with Acetylene and Oxygen
Setting Up the Correct Flame Configuration
Begin by adjusting your torch to create the proper flame type for your specific application. For most welding tasks, you’ll need a neutral flame—achieved by slowly opening the oxygen valve until only two distinct flame zones appear: a light blue inner cone surrounded by a darker blue outer cone. This configuration indicates complete combustion where acetylene fully reacts with oxygen, creating chemically neutral conditions ideal for most metal fusion.
Executing the Welding Technique
Apply the flame to the base metal until a small molten puddle forms, then steadily move the torch along your intended weld path. Continuously manipulate the torch position to maintain proper puddle control, as molten metal naturally flows toward the hottest part of the flame. Dip your filler rod into the molten puddle while keeping unused portions in the hot outer flame zone to prevent oxidation. Critical mistake to avoid: Adding filler when the base metal isn’t sufficiently molten, which creates weak “cold welds” with minimal structural integrity.
Neutral, Carburizing, or Oxidizing: Selecting the Right Acetylene Flame for Your Project

When to Use a Carburizing Flame
Create a carburizing flame by adding excess acetylene until a white “feather” appears between the inner cone and outer flame. This flame type (approximately 5,000°F) works best for hardfacing operations and backhand pipe welding where the excess carbon dissolves into the molten metal. The reducing properties also make it valuable when welding high-carbon steels prone to cracking, as it removes oxygen from iron oxides in the weld zone.
When an Oxidizing Flame Improves Results
While generally unsuitable for most welding applications due to undesirable oxide formation, a slightly oxidizing flame proves essential for braze-welding and bronze-surfacing. This flame configuration features a smaller, pinched inner cone with a purplish tinge and produces a harsher sound than neutral flames. For specialized applications like welding certain brasses and bronzes, the oxidizing flame’s higher temperature (achieved because combustible gases don’t need to search far for oxygen) provides necessary performance benefits.
Precision Cutting: How Acetylene Torch Cuts Through 8-Inch Steel Plates
The Chemical Reaction Behind Acetylene Cutting
Unlike welding, oxy-acetylene cutting relies on a chemical reaction rather than simple melting. The process begins by heating steel to its ignition temperature (bright cherry red) using preheat flames, then releasing pure oxygen through the central jet. This oxygen chemically combines with iron to rapidly oxidize it into molten iron oxide, which the high-pressure oxygen stream then blows through to the opposite side of the workpiece.
Achieving Professional-Quality Kerfs
The ideal cut produces a narrow gap with sharp edges on both sides—indicating proper technique. Rounded edges signal overheating, while excessive slag buildup suggests incorrect travel speed. For best results with 1/2-inch plate, maintain a cutting speed of approximately 350 millimeters per minute. Pro tip: When cutting thicker materials (over 200mm), use oxygen lances specifically designed for heavy-section cutting rather than standard torches.
Why Acetylene Cylinders Must Stay Upright: Critical Storage Safety Rules
Acetylene presents unique storage challenges due to its instability at elevated pressures. Unlike other fuel gases, acetylene cylinders contain porous material (like diatomaceous earth) saturated with acetone, which absorbs the acetylene gas. Above 207 kPa (30 psi) of pressure, pure acetylene becomes unstable and may explode. A fully charged cylinder maintains approximately 1,700 kPa (247 psi) of pressure under safe conditions.
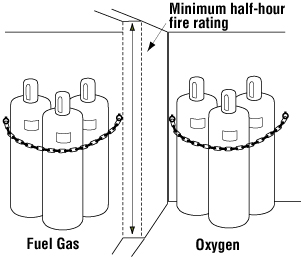
Non-negotiable safety rule: Always store and use acetylene cylinders in an upright position. Tilting or laying cylinders horizontally allows acetone and acetylene to separate within the filler material, creating dangerous conditions. This instability also explains why acetylene is unsuitable for underwater welding—its explosive decomposition risk at pressures equivalent to just 33 feet underwater makes hydrogen a safer alternative for submerged operations.
10 Life-Saving Safety Steps Every Acetylene Welder Must Follow
-
Wear proper eye protection: Use welding goggles specifically designed for gas welding that filter ultraviolet, infrared, and blue light while allowing clear vision through the characteristic yellow-orange flare
-
Secure tanks properly: Fasten oxygen and acetylene cylinders upright to a wall, post, or stable cart—never lay them horizontally during use
-
Install flashback arrestors: Place these critical safety devices between regulators and hoses on both oxygen and fuel lines to prevent flame propagation into cylinders
-
Never remove valve caps during transport: Oxygen tanks store gas at 21 MPa (3,000 psi)—a damaged valve on a moving tank can turn it into a deadly projectile
-
Check for leaks systematically: Use soapy water solution on all connections before ignition—never use open flame for leak detection
Acetylene vs Propane vs MAPP Gas: Which Fuel Wins for Your Welding Needs?
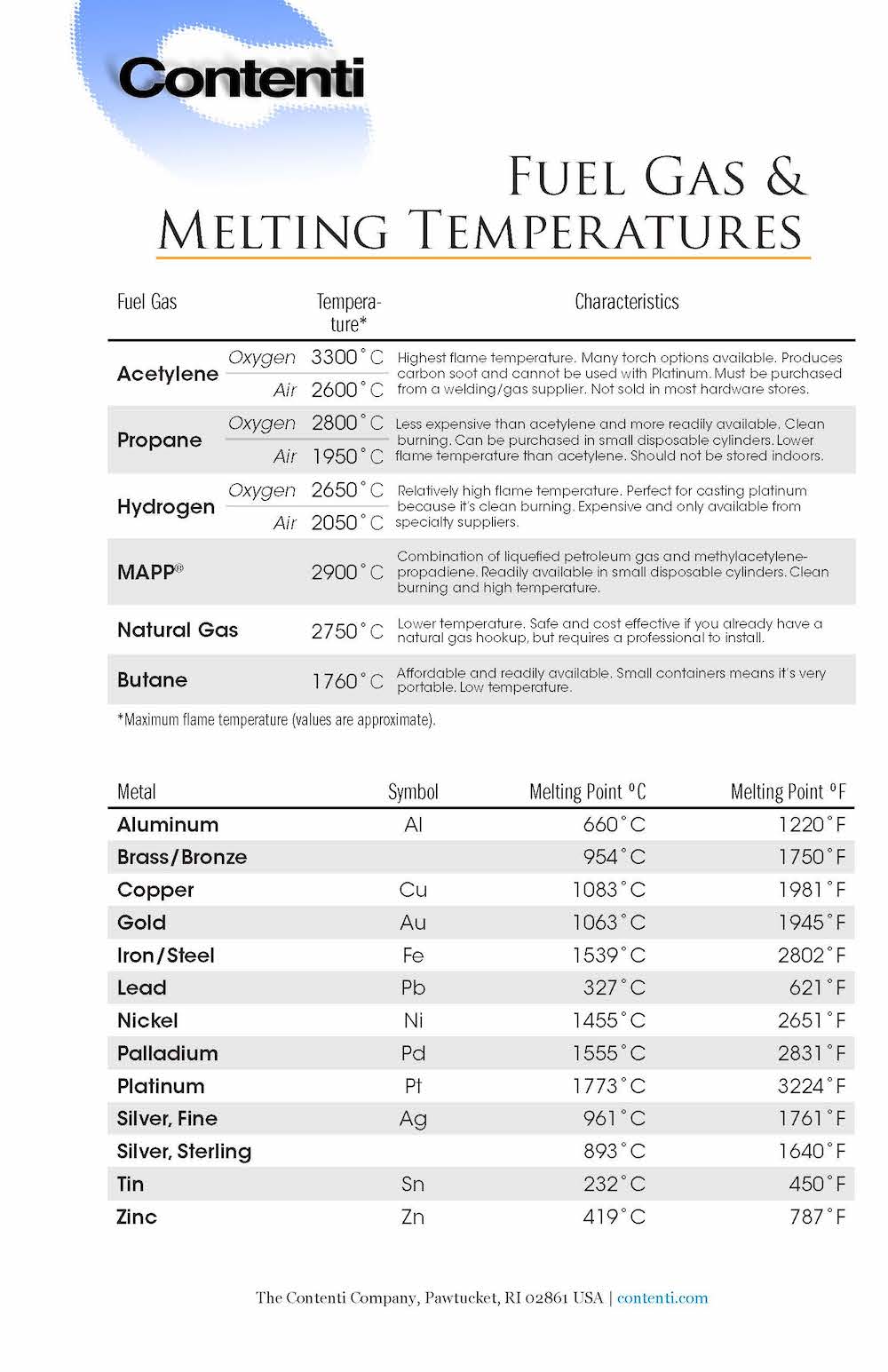
While acetylene remains the standard for high-precision work, alternative fuels offer compelling advantages for specific applications. Propane produces only 2,822°C in oxygen—insufficient for most welding but excellent for cutting due to its high BTU output in the outer flame cone. MAPP gas (methylacetylene-propadiene) provides 95% of acetylene’s heat at higher safe pressures (up to 50 psi), making it ideal for cutting thick steel sections.
Cost comparison for cutting 100 feet of 1/2-inch plate:
– Acetylene: $131.30
– Propane: $55.89
– Gasoline: $15.41
For most hobbyists and professionals doing precision welding, acetylene’s superior flame control justifies its higher cost. However, for high-volume cutting operations, propane’s 43% cost savings make it the economically sensible choice where ultimate precision isn’t required.
7 Unexpected Uses for Acetylene Torches Beyond Standard Metal Welding
Beyond welding and cutting, acetylene torches serve numerous specialized applications:
– Stone working: Creating “flamed” surfaces where heat causes top layers to crackle, producing a bumpy texture similar to hammered bronze
– Glass fire polishing: Smoothing glass edges through controlled heating
– Automotive repair: Removing seized bolts by applying concentrated heat that expands and loosens corroded connections
– Metal heat treating: Localized annealing or tempering of specific areas
– Rust and scale removal: Burning off corrosion from metal surfaces
– Pipe bending: Heating sections to precise temperatures for controlled forming
– Jewelry making: Using smaller oxyhydrogen torches for delicate metal work
Cutting Costs: How Much Does Acetylene Welding Really Cost Per Hour?
Understanding operational costs helps determine when acetylene’s premium performance justifies its expense. For cutting operations:
– Acetylene hourly cost: $45.25 (fuel + oxygen)
– Propane hourly cost: $27.52
– Gasoline hourly cost: $8.35
While acetylene consumes less oxygen (30 L/min vs propane’s 58 L/min), its significantly higher fuel cost (210 L/hour at $131.30 per 100 feet) makes it economically viable primarily for applications requiring its unique properties. For most home workshops and precision metal artists, the portability and control of acetylene outweigh cost considerations. Industrial operations typically reserve acetylene for specialized tasks while using propane for routine cutting to achieve substantial savings.
Acetylene’s unmatched flame temperature, precise heat control, and versatility ensure its continued relevance despite economic pressures favoring alternative fuels. When working with materials under 1/2-inch thickness, requiring intricate detail, or operating in locations without electrical access, knowing how acetylene is used in welding provides capabilities no electric process can match. By following proper safety protocols, selecting the correct flame configuration, and understanding where acetylene delivers unique value, you can harness this century-old technology for exceptional results in modern metalworking projects.
Leave a Reply