Flux welding—also known as shielded metal arc welding (SMAW) or “stick welding”—is one of the most versatile and widely used welding processes in metal fabrication. This foundational technique has been a staple in workshops, construction sites, and industrial settings for over a century, and learning it opens doors to countless DIY projects, repairs, and professional applications. Whether you’re looking to mend a broken metal gate, fabricate custom steel structures, or pursue a career in welding, mastering flux welding provides you with a skill that’s both practical and deeply satisfying.
This guide walks you through everything you need to know to start flux welding confidently and safely. We’ll cover the essential equipment, proper preparation techniques, step-by-step welding procedures, and troubleshooting tips that will help you produce strong, clean welds on your first attempt. By the end of this article, you’ll have a solid understanding of the flux welding process and the knowledge to practice this timeless craft effectively.
Essential Equipment Setup for Flux Welding Success
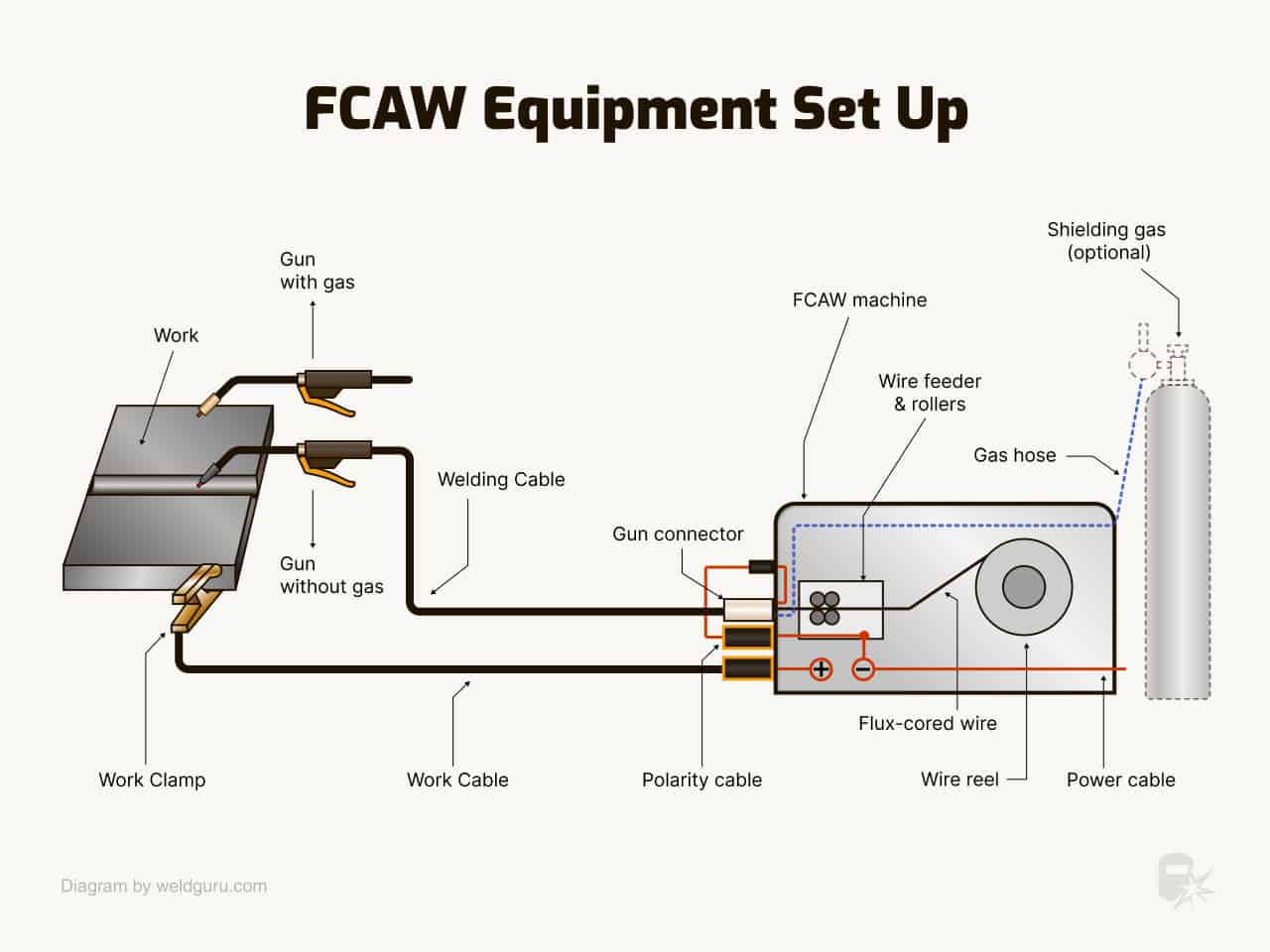
Before you can begin flux welding, you’ll need to properly configure your equipment. The right setup makes the difference between frustrating attempts and smooth, consistent welds.
Selecting the Right Welding Machine and Settings
Your welding machine’s amperage setting directly impacts your ability to create quality welds. For beginners working with common 1/8-inch electrodes on quarter-inch steel, aim for 125-130 amps as your starting point. Pro Tip: If you’re welding outdoors in windy conditions, increase your amperage by 10-15% to compensate for the cooling effect of the wind on your weld pool. Always test your settings on scrap metal first—look for a stable arc that produces consistent crackling sounds, not loud popping or hissing. The ideal setting creates a weld pool that’s fluid enough to flow smoothly but not so hot that it runs uncontrollably down your workpiece.
Choosing and Storing Electrodes Properly
Electrode selection dramatically affects your welding experience. E6013 rods offer the easiest learning curve with their forgiving arc characteristics and minimal spatter, making them perfect for beginners practicing on clean steel. When handling electrodes, always wear clean gloves to prevent moisture transfer from your skin to the flux coating. Critical Warning: Never leave electrodes exposed to humid air—moisture absorption causes porosity in your welds. Store them in a dedicated electrode oven set to 250°F or in a sealed container with desiccant packets. If you accidentally leave electrodes out overnight, bake them for two hours before use to drive out moisture.
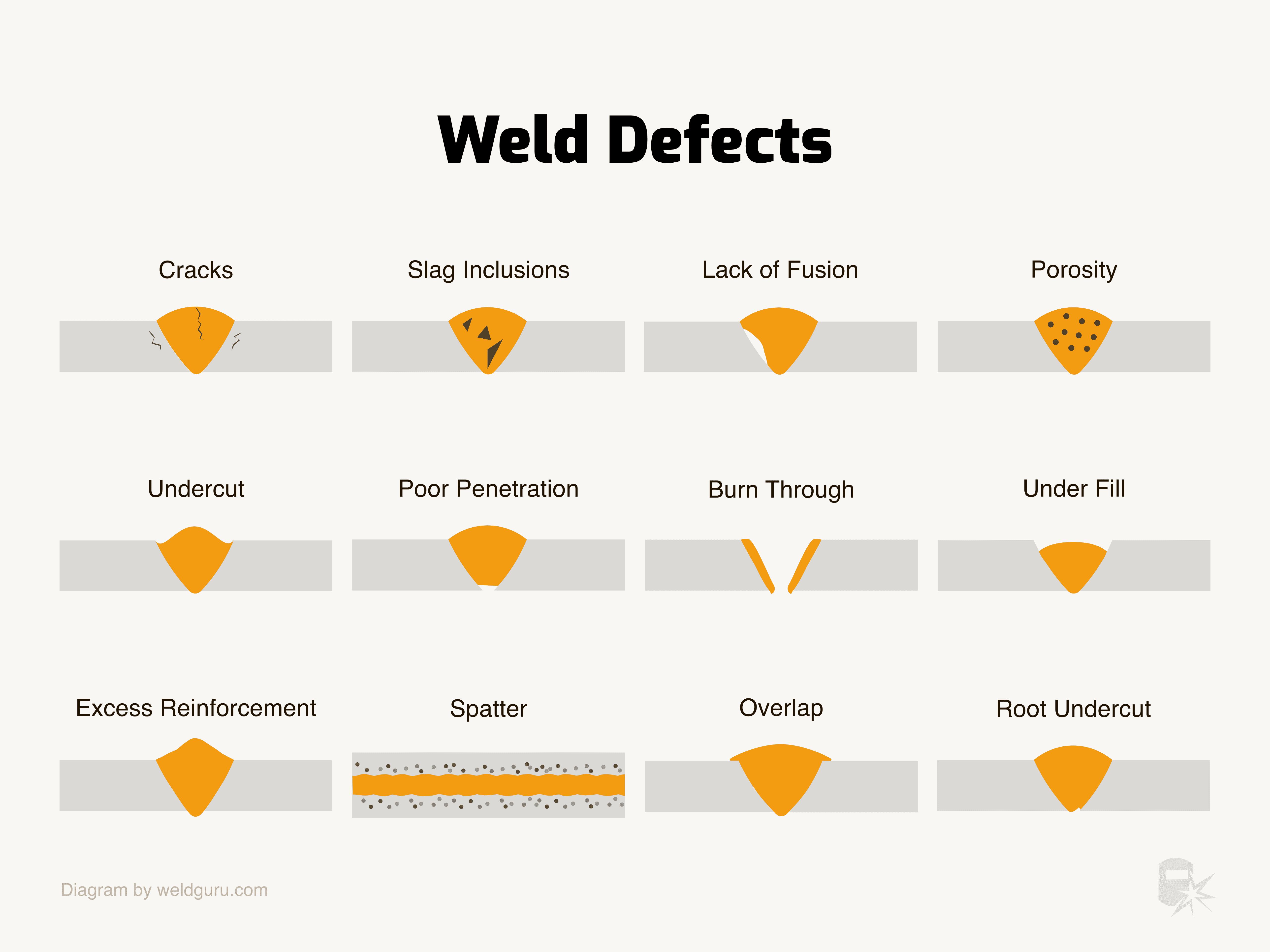
Metal Preparation Techniques That Prevent Common Welding Failures

Skipping proper metal preparation is the #1 cause of welding defects for beginners. Taking extra time here saves you from redoing work later.
Removing Contaminants for Stronger Welds
Surface contaminants like oil, rust, and paint create gas pockets in your weld that weaken the joint. For light rust or mill scale, a stainless steel wire brush works well when used in one direction only (not scrubbing back and forth). For heavier corrosion, start with an 80-grit flap disk on an angle grinder, followed by a clean wire brush pass. Expert Note: After grinding, wipe the area with acetone on a clean rag to remove any residual grinding dust—this simple step prevents unsightly porosity in your finished weld.
Proper Joint Fit-Up for Optimal Results
The gap between your metal pieces significantly affects weld quality. For most butt joints on materials under 1/4 inch thick, maintain a 1/16-inch gap—the space allows the arc to penetrate both pieces fully. Use precision welding magnets instead of standard clamps for perfect alignment—they hold pieces square without obstructing your welding path. When working with thicker materials (over 1/4 inch), bevel both edges to 30-35 degrees to create a V-groove that allows complete penetration. Pro Tip: Tack weld your pieces at 2-inch intervals before running the full weld to prevent warping from heat distortion.
Step-by-Step Flux Welding Technique for Beginners
Mastering the physical motions of flux welding requires practice, but understanding the proper technique accelerates your learning curve significantly.
Perfecting the Arc Strike Motion
Position yourself comfortably with your elbow resting on your hip for stability. Hold the electrode at a 10-degree angle from vertical, pointing in your direction of travel. With your helmet down, strike the arc using a quick, decisive motion—like striking a match—but lift the electrode immediately to maintain the 1/8-inch arc length. Common Mistake: Beginners often pull the electrode too far away after striking, causing the arc to extinguish. If this happens, try striking with slightly more pressure against the workpiece. Practice this motion 20-30 times on scrap metal until you achieve a consistent “sizzle” sound on the first try.
Maintaining Consistent Travel Speed and Angle
As you move along the joint, watch the leading edge of the weld pool—this is your most important visual cue. If the pool starts to narrow and elongate, you’re moving too fast; if it becomes wide and deep with excessive spatter, you’re moving too slowly. For flat-position welding, maintain a 15-degree drag angle while moving steadily forward. Expert Tip: Place small pieces of chalk along your weld path as speed markers—this helps develop muscle memory for consistent travel speed. The ideal speed creates a weld bead that’s 3-4 times wider than the electrode diameter with uniform ripples resembling stacked dimes.
Troubleshooting Common Flux Welding Problems Immediately
Recognizing and correcting issues as they happen prevents wasted time and materials. These quick fixes address the most frequent beginner challenges.
Fixing Sticking Electrodes During Welding
If your electrode sticks to the workpiece, release the trigger immediately and twist the electrode holder to break the connection. Sticking usually indicates insufficient amperage or travel speed that’s too slow. Before restarting, chip away the stuck metal nub from your workpiece. Pro Tip: When restarting after a stick, begin 1/2 inch behind where you left off and drag the arc forward to remelt the previous termination point—this eliminates cold laps.
Correcting Poor Penetration on the Fly
Shallow penetration often appears as a narrow bead that doesn’t fuse properly with the base metal edges. Without stopping, slightly decrease your travel speed while maintaining the same arc length to allow more heat input. If this doesn’t help, pause briefly every inch to let the weld pool deepen before continuing. Critical Warning: Never attempt to force deeper penetration by holding the arc too close to the workpiece—this causes excessive spatter and inconsistent results. Instead, increase amperage by 10-15 amps and restart your weld.
Post-Weld Treatment for Professional-Quality Results

Many beginners overlook proper post-weld procedures, compromising both appearance and structural integrity of their work.
Effective Slag Removal Techniques
Wait until the weld has cooled to a dark red color (about 30 seconds) before attempting slag removal—this allows the slag to harden slightly for easier flaking. Hold your chipping hammer at a 30-degree angle to the weld and strike firmly but not excessively. Expert Note: After chipping, use a stainless steel wire brush specifically for welding (not your regular workshop brush) to remove residual slag particles that could cause inclusions in multi-pass welds. Always brush in one direction along the weld bead for the cleanest finish.
Visual Inspection for Critical Weld Quality Indicators
Examine your cleaned weld under good lighting for these quality markers: consistent bead width, smooth transition between weld and base metal, and uniform ripple patterns. A high-quality weld should have a slightly convex profile—not flat or concave. Pro Tip: Run your fingernail across the weld toe—if you feel a distinct groove, you have undercut that needs addressing. For structural applications, perform a simple bend test on practice coupons: clamp the welded piece in a vise and bend it 180 degrees—if the weld cracks, your technique needs adjustment.
Safety Practices That Prevent Serious Welding Injuries
Beyond basic protective gear, these often-overlooked safety measures protect you from preventable accidents.
Creating a Safe Welding Environment
Clear a 10-foot radius around your work area of all flammable materials, including sawdust, paper, and oily rags. Place welding screens strategically to protect others from arc flash—even brief exposure can cause “welder’s flash” eye damage. Critical Warning: Never weld on containers that previously held flammable substances, even after cleaning—residual vapors can explode with deadly force. Always assume such containers are unsafe unless professionally certified as empty.
Proper Ventilation for Health Protection
When welding indoors, position an exhaust fan to pull fumes away from your breathing zone—not blowing across your work area, which disrupts the shielding gas. For confined spaces, use a powered air-purifying respirator (PAPR) rated for welding fumes. Expert Tip: Monitor your physical condition—if you experience dizziness, nausea, or metallic taste in your mouth, stop welding immediately and move to fresh air. These are early signs of metal fume fever that can become serious if ignored.
Developing Consistent Flux Welding Skills Through Targeted Practice
Purposeful practice accelerates your progress more than random welding attempts. These focused exercises build the muscle memory you need.
Building Core Skills with Progressive Drills
Start with simple stringer beads on 1/4-inch steel plate, focusing on maintaining consistent width and ripple patterns. Once you can produce uniform beads for 6 inches, progress to overlapping beads side-by-side to practice heat control. Pro Tip: Tape a straight edge along your practice piece—this visual guide helps maintain consistent travel direction. After mastering straight lines, practice welding along curved paths using marked circles on your practice plate.
Measuring Your Progress Objectively
Track your improvement by timing how long you can maintain a stable arc without sticking or extinguishing. Record your starting amperage settings and note adjustments needed for different materials. Expert Note: Take photos of your practice welds weekly—comparing them over time reveals subtle improvements in bead appearance and consistency that aren’t obvious day-to-day. The moment you can consistently produce welds that pass visual inspection is when you’re ready for real projects.
Mastering flux welding takes dedicated practice, but understanding these fundamental techniques gives you a significant advantage over beginners who just “wing it.” By focusing on proper preparation, precise technique, and systematic troubleshooting, you’ll develop the skills to tackle increasingly complex projects with confidence. Remember that every professional welder started exactly where you are now—with the right knowledge and consistent practice, you’ll soon be creating strong, reliable welds that stand the test of time.
Leave a Reply