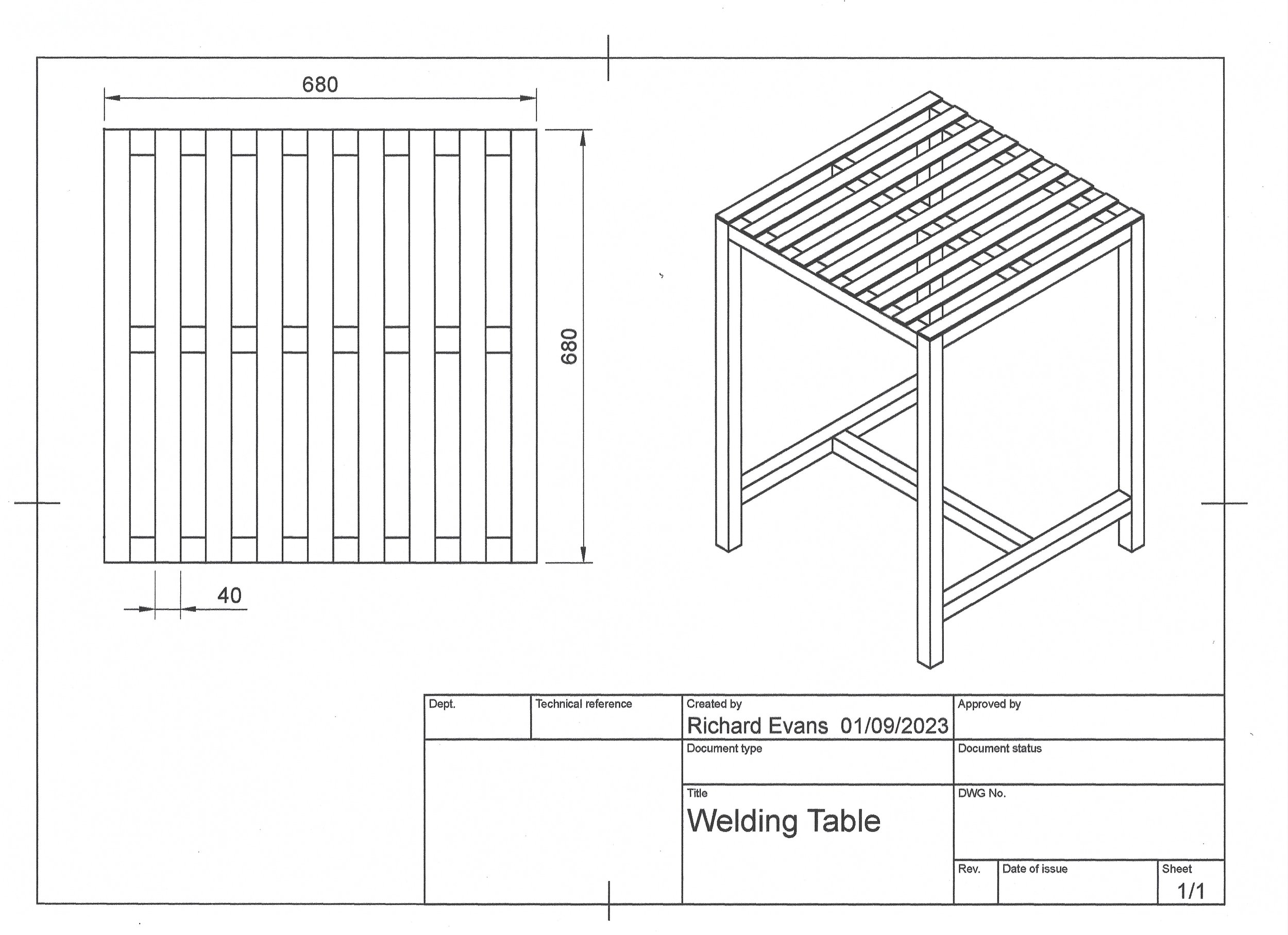
Your welding projects keep failing because your work surface shifts during critical joints. That frustrating wobble isn’t just annoying—it’s ruining your weld integrity and wasting expensive materials. Professional welding tables cost $500+, but you don’t need to empty your wallet for rock-solid stability. By building your own 30″x60″ steel table with basic tools, you’ll create a precision work surface that outperforms commercial options while staying under $200. This guide delivers battle-tested construction methods used by fabricators worldwide, including the exact steel thickness that prevents warping and the critical weld sequence that eliminates table wobble. You’ll gain a permanent workshop fixture that handles 500+ pound workpieces and survives daily 200-amp welding sessions.
Choosing Your Steel: Why 1/4″ Plate Beats Thicker Options
Most beginners overspend on unnecessarily thick steel, while others make the dangerous mistake of using thin material that warps under heat. The sweet spot for DIY welding tables is 1/4″ (6mm) mild steel plate for the top surface. Thinner plates like 3/16″ buckle when welding hot metals, while 3/8″ or thicker requires industrial-level equipment to cut and warp-correct. For the frame, 2″x2″ square tubing with 3/16″ wall thickness provides maximum rigidity without excessive weight. Avoid pipe—the rounded surface creates weak weld points that fail under stress.
How to Verify Steel Quality at the Scrap Yard
- Check for mill scale: Uniform gray coating indicates proper steel grade (A36 is ideal)
- Perform the spark test: Healthy steel produces bright yellow sparks with forked ends
- Reject rusty pieces: Surface rust weakens structural integrity—only use clean, scale-covered stock
- Measure with calipers: Actual thickness should be within 0.01″ of stated dimensions
Critical Dimension Guidelines for Different Workshop Sizes
| Table Size | Top Plate | Frame Tubing | Max Workpiece Weight |
|---|---|---|---|
| Compact (24″x48″) | 1/4″ x 36″ wide | 1.5″x1.5″ | 250 lbs |
| Standard (30″x60″) | 1/4″ x 42″ wide | 2″x2″ | 500 lbs |
| Industrial (36″x72″) | 3/8″ x 48″ wide | 2.5″x2.5″ | 800 lbs |
Cutting Steel Without a Plasma Cutter: Angle Grinder Techniques
You don’t need expensive equipment to achieve professional cuts. Using a 4.5″ angle grinder with a 1mm cutting disc, you can slice through 1/4″ steel with surgical precision. The key is maintaining consistent disc angle—always hold the grinder at 30 degrees to the work surface. For straight cuts, clamp a 1×2″ steel straightedge as your guide rail. Rotate the disc every 15 seconds during extended cuts to prevent warping from heat buildup.
Avoiding the #1 Cutting Mistake That Causes Warped Legs
Never cut all four table legs to final length in one sequence. Heat distortion accumulates with each cut, making subsequent legs progressively shorter. Instead, rough-cut all legs 1/8″ oversize, then make final passes in alternating sequence (leg 1 → leg 3 → leg 2 → leg 4). This distributes heat evenly and ensures all legs measure within 1/32″ of each other—a critical tolerance for preventing wobble.
Frame Welding Sequence: The 3-Point Anchor Method
Welding the frame incorrectly guarantees a wobbly table that shifts during heavy work. Start by tack-welding all corners with 3/32″ 7018 rods at 90 amps, but leave them unstressed. Then weld the top frame first using a weaving motion that covers 3/4″ of the joint per pass. Only after the top frame is complete should you weld the vertical legs—beginning at the bottom and working upward in 2″ segments. This counteracts gravitational pull on the molten metal.
Why Your Table Wobbles (And How to Fix It)
- Problem: Legs welded before top frame → Solution: Always complete top/bottom frames first
- Problem: Welding entire joint in one pass → Solution: Use 2″ stitch welding with 1″ gaps
- Problem: Ignoring expansion gaps → Solution: Leave 1/16″ gap between frame and top plate
Installing the Top Plate: Grid Pattern vs. Solid Plate

Solid 1/4″ plate provides superior heat dissipation but wastes material. A smarter approach is welding 1/4″ x 1″ steel strips in a 4″x4″ grid pattern over a 1/8″ base plate. This reduces weight by 30% while maintaining rigidity, and the grid lines become instant alignment guides for your workpieces. Position the grid strips 1/2″ from all edges to prevent heat warping at the perimeter.
Creating Precision Alignment Grids
- Weld perimeter strips first along all four edges
- Install center cross-strip running front-to-back
- Add secondary strips 4″ apart using a story stick
- Finish with diagonal tension strips at 45-degree angles
- Grind all weld seams flush with 36-grit flap disc
Adding Functional Upgrades That Professional Shops Use
Your table becomes exponentially more useful with integrated features. Weld a 3/4″ steel pipe vertically into one corner for holding angle clamps—the pipe must extend 4″ above the table surface. For quick workpiece positioning, drill 3/8″ holes on 2″ centers throughout the grid intersections. These accept 1/4-20 T-nuts that secure hold-down clamps within seconds. Never skip the grounding stud: weld a 1/2″ copper stud directly to the frame for your work clamp.
Must-Have Accessories Under $25
- Magnetic angle finder: Welds temporarily to grid lines for perfect 45/90-degree setups
- Welding curtain mount: 1/2″ pipe section welded to leg holds heat-resistant curtains
- Tool caddy bracket: Simple L-bracket holds pliers and chipping hammers within reach
- Dross catcher tray: 18-gauge sheet metal underneath collects grinding debris
Final Stress-Relief Technique: Hammer Peening Done Right
Skip this step and your table will develop hairline cracks within months. After all welding is complete, use an 8-oz ball-peen hammer to lightly strike every weld bead. Focus on the transition zone between weld and base metal—this compresses the crystalline structure and eliminates residual stresses. Work systematically from the table’s center outward, applying just enough force to create a dimpled surface without denting the steel. Finish with a slow cool-down: let the table sit overnight before grinding.
Recognizing Dangerous Stress Cracks
- Hairline fractures at weld toes → Immediate reinforcement with fillet welds
- Surface discoloration beyond heat-affected zone → Indicates improper cooling
- Slight warping when hot → Requires reverse-bending with hydraulic jack
Maintenance Protocol for 10+ Year Table Life
Most welding tables fail prematurely due to neglected upkeep. After every session, remove slag buildup with a wire cup brush—not a chipping hammer that dents the surface. Monthly, apply a thin coat of 3-in-1 oil to the top surface to prevent rust; never use WD-40 as it attracts grinding dust. Every six months, check all weld joints with a 6x magnifying glass for micro-cracks. If you notice any leg wobble, tighten the frame with two strategic gusset plates at diagonal corners—never just re-tighten bolts.
Cost Breakdown: $187 Total Investment
- Steel plate: $72 (1/4″ x 48″ x 96″ scrap piece)
- Square tubing: $58 (2″x2″ x 20ft)
- Grid strips: $22 (1/4″ x 1″ x 20ft)
- Hardware: $35 (T-nuts, grounding stud, pipe)
- Consumables: $0 (use existing rods/grinding discs)
Your new welding table delivers what commercial units can’t: a perfectly customized work surface built to your exact specifications. The 1/4″ steel top won’t warp under repeated 200-amp passes, and the grid pattern gives instant visual alignment for complex projects. By following the critical 3-point welding sequence and stress-relief techniques, you’ve created a foundation that stays true for decades of heavy use. Now tackle that motorcycle frame repair or steel sculpture with confidence—your rock-solid table won’t shift during critical welds. For your next project, consider adding modular tooling plates that bolt directly into your grid holes for specialized fabrication tasks.
Leave a Reply