When your hollow structural sections (HSS) fail at the seam weld, you’re facing costly repairs and potential structural failures. Seam welding represents the critical manufacturing process that joins the edges of an open section formed from coil strip to create closed square, rectangular, and round tubing essential for construction and structural applications. Understanding how to properly seam weld HSS ensures structural integrity and prevents the catastrophic failures that can occur when weld fusion is inadequate. This guide delivers actionable techniques for achieving reliable seam welds in hollow structural sections, covering manufacturing methods, quality verification, specification compliance, and practical fabrication tips that every structural engineer and fabricator needs to know.
Choosing the Right Seam Welding Manufacturing Method

Selecting between direct-forming and continuous-forming processes determines your HSS material properties and structural performance. Each method creates the longitudinal seam weld differently, affecting where cold-working occurs and how consistently material properties distribute across your section.
Direct-Forming Process: When It’s Best for Your Project
The direct-forming method roll-forms coil strip directly into an open rectangular section before welding the edges to create a closed shape. This approach concentrates cold-working effects specifically at the four corners of your section, creating work-hardened regions with different mechanical properties than the flat faces. Choose direct-forming when your project specifications require this manufacturing method or when working with legacy designs that account for these localized property variations. Be aware that this process has become less common in North American facilities as continuous-forming has gained market share due to its production efficiency.
Continuous-Forming Process: Achieving Uniform Material Properties
For more consistent material characteristics across your HSS cross-section, implement the continuous-forming process that follows a three-stage sequence. First, roll-form coil strip into a circular open tube. Second, weld the circular tube edges to form a closed circular shape. Third, flatten the circular tube into your desired rectangular profile. This method distributes cold-working more uniformly throughout the material before final forming, resulting in more predictable structural behavior. Most modern HSS production uses this approach because it creates tubing with consistent properties around the entire perimeter, simplifying design calculations and connection detailing.
Managing Weld Flash for Professional Results
During seam welding, protruding weld metal (called “flash”) forms on both interior and exterior surfaces. Proper flash management determines whether your HSS meets architectural requirements and functions correctly in complex connections.
Removing External Flash for Smooth Exterior Surfaces
Expect manufacturers to automatically remove external flash during standard production. This process creates smooth, flush exterior surfaces essential for architectural applications, exposed structural elements, and connection surfaces where bolts or hardware will contact the tubing. You don’t need to specify external flash removal—it’s standard practice on all HSS produced to typical specifications. The mechanical trimming or grinding operation ensures your exterior surface remains suitable for painting, coating, and visual appearance requirements without additional processing.
Deciding When to Request Internal Flash Removal
Unlike external flash, interior flash typically remains unless you specifically request its removal. Both ASTM A500 and ASTM A1085 explicitly state that welded tubing is normally furnished without inside flash removal. However, you must request this special processing when:
- Working with round HSS in telescoping applications where one tube must fit snugly inside another
- Creating connections requiring smooth interior surfaces for splice plates
- Designing systems where interior flash would interfere with internal components
Confirm this capability with your manufacturer before ordering, as not all producers offer internal flash removal. Be prepared for potential cost increases and extended lead times when specifying this requirement.
Fixing Connection Issues Caused by Internal Flash
Interior flash creates problems for certain bolted connections, particularly splice connections using interior plates where bolts engage in double shear. When a splice plate crosses a raised weld seam, it cannot lie flat against the interior surface, compromising connection stiffness and load transfer. Solve this issue by:
- Positioning connections away from the seam weld location whenever possible
- Specifying seam weld placement during ordering to avoid critical connection areas
- Installing shims on either side of the seam weld when connections must cross the weld location
Positioning Your Seam Weld Correctly to Avoid Structural Problems
The longitudinal seam weld’s position on your HSS cross-section significantly impacts structural performance and fabrication compatibility. Proper positioning prevents issues that could compromise your entire structural system.
Why Corner Welds Compromise Structural Integrity
Never position seam welds in corner regions of square and rectangular sections. Insufficient evidence and testing support the structural performance of corner seam welds in general applications. Corner regions experience different stress distributions compared to flat faces, and the geometric complexity creates challenges for achieving consistent weld quality. Placing a weld here introduces uncertainty about structural capacity that could lead to unexpected failures under load.
Meeting ASTM A500 Weld Location Requirements
The 2013 ASTM A500 specification explicitly requires that “the weld shall not be located within the radius of the corners of any shaped tube unless specified by the purchaser.” This means a weld seam beyond the tangent point of an HSS flat constitutes cause for rejecting ASTM A500 material. However, ASTM A1085 contains no such prohibition, creating a critical distinction between specifications. When ordering HSS, clearly specify your weld location requirements to ensure compliance with your chosen standard—don’t assume the manufacturer knows your needs.
Ensuring Complete Through-Thickness Fusion for Structural Safety
The quality of your seam weld’s connection through the full wall thickness represents the most critical factor affecting HSS structural performance. Inadequate fusion creates planes of weakness that compromise load transfer and structural integrity.
Testing Your Weld Fusion Quality Without Specialized Equipment
Perform basic visual inspections to identify extreme fusion defects before they become structural problems. Look for:
- Significant discontinuities in the weld zone
- Excessive concavity in the weld region
- Alignment issues between weld edges
- Visible gaps or incomplete joining
A slight concavity in the weld region is normal in production HSS and generally doesn’t require rejection. However, if visual inspection raises concerns, escalate to more advanced testing methods before incorporating the material into your structure.
When to Use Ultrasonic Testing for Hidden Defects
Detect partial lack-of-fusion that isn’t visible externally through ultrasonic testing (UT). This non-destructive method penetrates the weld zone to identify internal discontinuities between weld metal and base material. Implement UT when:
- Working on critical structural applications
- Visual inspection reveals potential issues
- Your project specifications require higher quality assurance
- You’re using materials to ASTM A1085 standards (which require 100% fusion)
UT provides essential verification that your seam weld meets structural requirements without damaging the test specimen.
Meeting ASTM Specification Requirements for HSS
Understanding the differences between ASTM specifications ensures you receive HSS with quality characteristics matching your structural requirements. Selecting the wrong standard could lead to costly rework or compromised structural performance.
Complying with ASTM A500 Seam Weld Standards
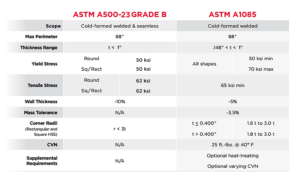
ASTM A500 requires that “the longitudinal butt joint of welded tubing shall be welded across its thickness in such a manner that the structural design strength of the tubing section is assured.” However, this specification creates ambiguity by noting that “for square and rectangular tubing, the wall thickness requirements shall apply only to the centers of the flats.” This means the standard doesn’t explicitly quantify required fusion percentage, leaving interpretation open to manufacturer discretion. Verify with your supplier exactly how they interpret and implement this requirement.
Achieving Higher Quality with ASTM A1085 Requirements
For projects demanding higher quality assurance, specify ASTM A1085, which states definitively that “the longitudinal butt joint of welded tubing shall be welded across its thickness.” This language establishes a clear requirement for 100% through-thickness fusion—anything less constitutes cause for rejection. While ASTM A1085 doesn’t include the corner weld prohibition found in ASTM A500, its more stringent fusion requirements often make it preferable for critical structural applications. Carefully evaluate which standard best serves your project’s needs.
Practical Seam Welding Tips for Fabricators
Implement these field-tested techniques to avoid common pitfalls and ensure successful project outcomes when working with seam-welded HSS.
Designing Connections Around Seam Weld Locations
Mark seam weld locations on fabrication drawings to prevent connection conflicts during assembly. Position connections away from the seam weld whenever possible—this simple adjustment eliminates potential fit-up issues without affecting structural capacity. When connections must cross the seam weld, incorporate shimming into your design from the beginning rather than discovering the problem during fabrication. Taking cut samples from HSS ends to examine weld profiles provides visual confirmation of fusion quality before it affects critical structural connections.
Implementing Quality Control Checks for Seam Welds
Establish a quality control protocol that includes:
- Visual inspection of external weld profiles during unloading
- Examination of cut surfaces where HSS is trimmed to length
- Ultrasonic testing for critical applications or when visual inspection raises concerns
- Documentation of inspection results for quality trend tracking
This systematic approach catches problems early, preventing costly rework and ensuring your structure performs as designed. Remember that even an axially loaded column with zero through-thickness fusion can be repaired with intermittent patches—but this approach won’t address performance requirements for other loading scenarios, particularly at connections where complex stress states exist.
Leave a Reply