
Choosing the correct welding electrode is critical for achieving strong, reliable welds that meet your project requirements. The wrong electrode can lead to weak joints, excessive spatter, or complete weld failure—costing you time, materials, and potentially compromising safety. With dozens of electrode types available, each designed for specific applications, materials, and welding positions, understanding how to match your electrode to your project needs is essential knowledge for any welder. Whether you’re working on a DIY repair or a professional fabrication job, this guide gives you the practical knowledge to select the perfect electrode for clean, strong welds every time.
Decoding AWS Electrode Classification Numbers
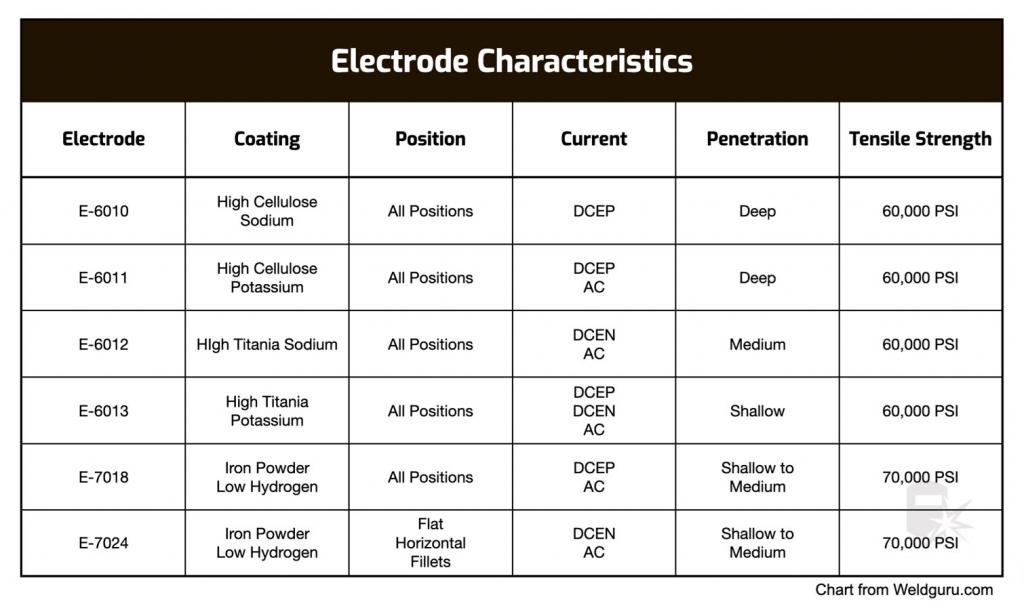
The American Welding Society classification system holds the key to understanding electrode capabilities at a glance. When you see an electrode marked E7018, those numbers aren’t random—they tell you exactly what the electrode can do. The “E” simply means electrode, while the first two or three digits indicate minimum tensile strength in thousands of pounds per square inch (psi). An E6010 provides 60,000 psi strength, while an E7018 delivers 70,000 psi. Never use an electrode with lower tensile strength than your base metal requires—this creates a weak point where failure will occur.
The third digit reveals which welding positions the electrode supports. A “1” means all-position capability (flat, horizontal, vertical, and overhead), while a “2” limits you to flat and horizontal positions only. For pipe welding or structural work requiring vertical joints, you absolutely need that third digit to be “1.” The fourth digit specifies coating type and current requirements—this determines how the electrode behaves during welding. E7018’s “8” indicates a low-hydrogen iron powder coating requiring DC+ current, while E6011’s “1” shows a cellulosic coating that works on AC or DC.
Why Tensile Strength Matters for Structural Integrity
Selecting an electrode with insufficient tensile strength creates a dangerous weak point in your weldment. If your base metal has 65,000 psi yield strength, using an E6010 electrode (60,000 psi) means the weld will fail before the base metal—a serious safety hazard in load-bearing applications. Conversely, using an E10018 on thin sheet metal creates excessive heat input that causes distortion. Match the electrode strength to your base metal’s requirements, not the other way around. For most mild steel projects, E7018 provides the ideal balance of strength and workability for structural applications.
How Position Rating Affects Real-World Welding
That third digit in the classification isn’t just theoretical—it directly impacts your ability to complete jobs. When welding a vertical seam on a storage tank, you need an electrode rated for all positions (third digit “1”). Attempting vertical welding with an E7024 (third digit “2”) results in molten metal sagging uncontrollably. Experienced welders keep E6010 electrodes on hand specifically for vertical-up pipe welding because its fast-freezing characteristics resist gravity’s pull better than other electrodes. Never compromise on position rating—your electrode must match your actual welding position requirements.
Matching Electrodes to Common Base Metals
Selecting Electrodes for Mild Steel Projects
For the majority of DIY and fabrication work involving mild steel, three electrodes cover virtually all situations. E6010 provides deep penetration through rust and mill scale—perfect for fence repairs or outdoor equipment maintenance. Its forceful arc burns through surface contaminants that would cause porosity with other electrodes. E6013 creates smooth, clean welds on new, clean metal with minimal spatter—ideal for visible joints on furniture or decorative metalwork. For critical structural applications like trailer frames or building repairs, E7018 delivers superior strength and crack resistance when stored and used properly.
Stainless Steel and Specialty Metal Electrode Selection
Welding stainless steel requires specialized electrodes that match the base metal’s chromium-nickel content. Using E308L electrodes on 304 stainless steel maintains corrosion resistance, while E309L bridges dissimilar metals like stainless to mild steel. The critical mistake many beginners make is using carbon steel electrodes on stainless—they’ll weld, but the resulting joint lacks corrosion resistance and will rust prematurely. For cast iron repairs, nickel-based electrodes like ENi-CI accommodate thermal expansion differences that would cause cracking with steel electrodes.
Electrode Coating Types and Their Real-World Performance
Cellulosic Coatings: The Penetration Powerhouse
Electrodes like E6010 and E6011 feature cellulosic coatings that create a powerful, deeply penetrating arc—essential for welding through rust, paint, or mill scale. When the coating burns, it produces a gaseous shield that protects the weld pool while driving deep into the base metal. E6010 requires DC+ current and creates a forceful, digging arc perfect for root passes in pipe welding. E6011 works on AC power, making it invaluable for farm welding where only AC machines are available. These electrodes produce a distinctive “crackling” sound during welding—a telltale sign of their deep penetration capability.
Rutile Coatings: The Smooth Operator
E6013’s rutile (titanium dioxide) coating creates one of the easiest electrodes to use, especially for beginners. It produces a stable, quiet arc with minimal spatter and a smooth, easily removable slag. The trade-off is shallower penetration—making E6013 perfect for thin sheet metal (down to 16-gauge) where deep penetration would cause burn-through. Auto body repair shops favor E6013 for this reason—it creates clean, attractive welds that require minimal grinding. Just remember: E6013 performs poorly on dirty or rusty metal, so clean your workpiece thoroughly first.
Low-Hydrogen Coatings: The Structural Choice
E7018’s low-hydrogen coating delivers the high-quality welds required for structural applications. The iron powder in the coating increases deposition rate while maintaining excellent mechanical properties. However, these electrodes demand proper storage—moisture absorption causes hydrogen cracking in the weld. Always store E7018 in a heated cabinet at 250-350°F, and never leave them exposed to humid air for more than 1-2 hours. For critical structural work, the extra handling requirements are worth it—E7018 produces welds that meet stringent building codes and withstand extreme loads.
Critical Position-Specific Electrode Selection
Mastering Vertical Welding with the Right Electrode
Vertical welding separates experienced welders from beginners, and electrode choice makes all the difference. For vertical-up welding on thicker materials (1/4″ and above), E6010 is the professional’s choice—its fast-freezing weld pool resists gravity better than any other common electrode. Hold a tight arc length (1/8″ or less) and use a slight whipping motion to control the molten puddle. For vertical-down welding on thinner materials, E6010 remains the best option but requires faster travel speed to prevent burn-through. Never attempt vertical welding with E7024 or other flat/horizontal-only electrodes—the results will be disastrous sagging and lack of fusion.
Overcoming Overhead Welding Challenges
Overhead welding demands electrodes that produce a stable arc with minimal spatter and a fast-freezing weld pool. E6013 handles overhead work better than most electrodes for light-duty applications like sheet metal repairs. For structural overhead welding, E7018 works but requires precise technique—keep the arc short, maintain a 10-15 degree travel angle toward the direction of welding, and use a slight weaving motion to build the bead width. Reduce your amperage by 10-15% compared to flat position welding to minimize heat input and prevent molten metal from falling out of the joint.
Current Type and Amperage Settings for Perfect Welds
AC vs DC: Matching Electrodes to Your Welder
Your welding machine’s current type determines which electrodes will work properly. If you have only an AC machine (common on farms), your options are limited to E6011 and E6013—the only common electrodes designed specifically for AC operation. E6011’s potassium-based coating stabilizes the arc during the current reversals inherent in AC welding. Most modern inverter machines offer both AC and DC output, giving you maximum flexibility. Always verify electrode requirements—using E6010 on AC power results in constant arc extinguishing and restarts.
Amperage Settings by Electrode Diameter
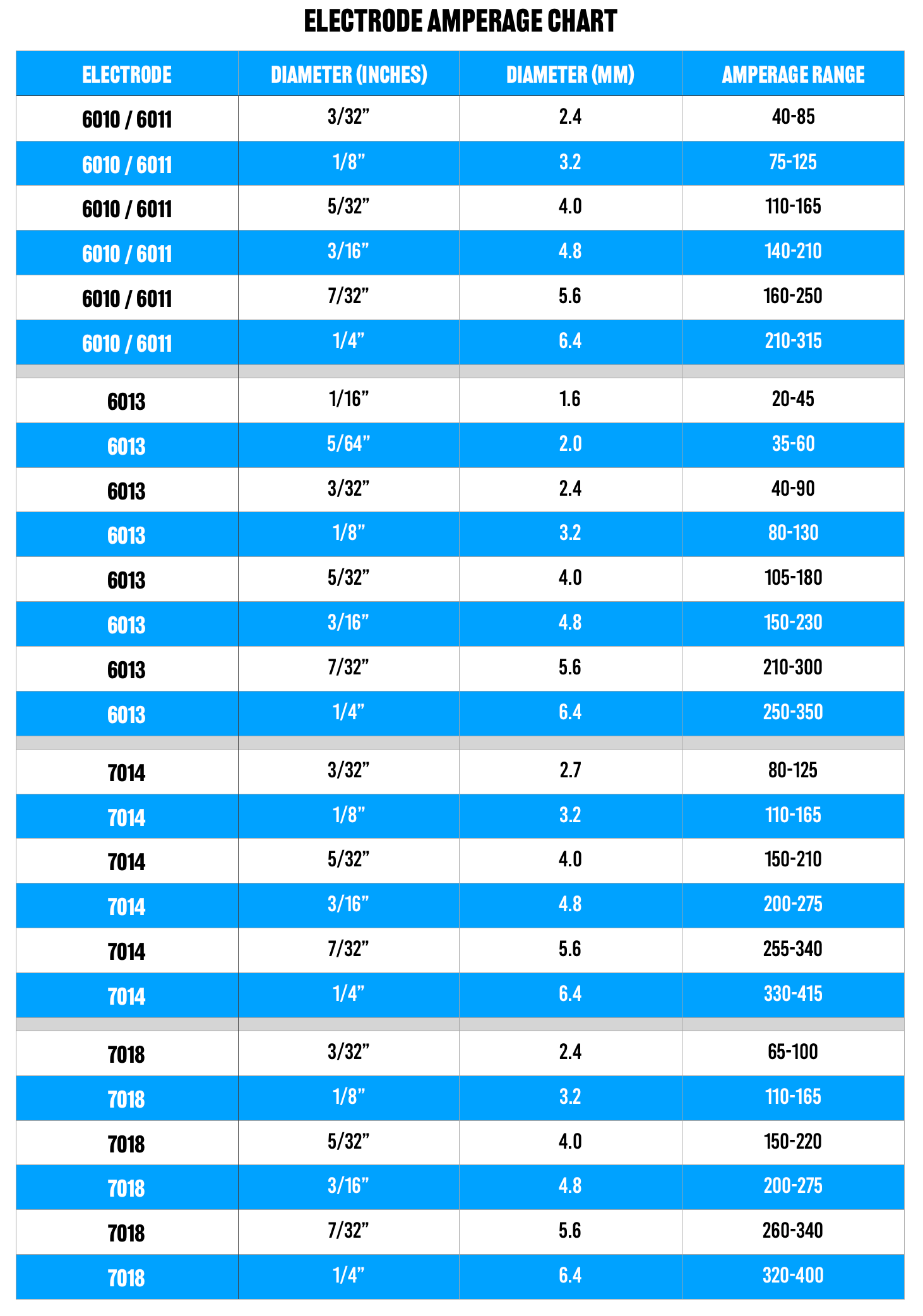
Getting amperage right prevents common welding defects. Follow this simple rule: 30-40 amps per 1/32″ of electrode diameter. For a 1/8″ (4/32″) E6013 electrode, set 120-160 amps. Too low amperage causes stubbing (electrode sticking to workpiece) and excessive spatter. Too high amperage creates excessive penetration, wide beads, and potential burn-through. Always start at the lower end of the recommended range and adjust upward as needed—better to increase than decrease amperage during welding.
Troubleshooting Common Electrode Selection Problems
Fixing Porosity in Your Welds
Porosity (tiny bubbles in the weld metal) usually indicates moisture contamination. For E7018 electrodes, this almost always means the electrodes absorbed moisture—return them to the oven for proper drying. For E6010 and E6013, check for oil, grease, or moisture on the base metal. Clean thoroughly with a wire brush followed by acetone wipe-down. If using E6013 on rusty metal, switch to E6010 which burns through surface contaminants more effectively.
Preventing Slag Inclusions in Multi-Pass Welds
Slag trapped in the weld bead (slag inclusion) occurs when you don’t properly clean between passes. After each pass with E6010 or E7018, use a chipping hammer followed by a stainless steel wire brush to remove all slag before welding the next pass. Never blow compressed air into the joint—that forces contaminants deeper. If slag inclusion persists, try increasing your travel speed slightly to allow more time for slag to float to the surface.
Essential Electrode Storage Practices
Low-hydrogen electrodes like E7018 require proper storage to maintain their performance characteristics. Keep them in a heated cabinet at 250-350°F until ready to use. Never leave opened E7018 containers exposed to humid air for more than 1-2 hours—moisture absorption begins immediately. For occasional users, small portable electrode ovens (around $100) pay for themselves by preventing wasted electrodes and failed welds. General-purpose electrodes like E6013 are less sensitive but still perform best when stored in a dry environment away from moisture.
Final Note: The perfect electrode selection combines base metal compatibility, position requirements, and proper storage. Keep E6010 for dirty metal and deep penetration needs, E6013 for clean thin materials, and E7018 for structural work—this trio covers 95% of welding scenarios. Always verify the AWS classification numbers match your specific application requirements before striking an arc. Proper electrode selection transforms challenging welding jobs into successful projects with strong, clean welds that stand the test of time.
Leave a Reply