
A poorly sharpened tungsten electrode is the secret culprit behind inconsistent TIG welds, frustrating arc starts, and mysterious tungsten inclusions in your work. When you’re working with delicate stainless steel components or precision aluminum fabrications, the geometry of your tungsten point directly controls arc stability, penetration depth, and weld pool behavior. Learning how to sharpen tungsten for TIG welding properly transforms erratic results into professional-quality welds with consistent bead profiles and minimal cleanup. This guide reveals the exact techniques professional welders use to create perfect electrode points for any application.
The process of sharpening tungsten goes far beyond simply grinding a point on the electrode. Your choice of equipment, grinding angle, surface finish, and contamination prevention all combine to determine how that electrode will perform under the arc. A poorly sharpened tungsten might start inconsistently, wander during welding, deposit tungsten inclusions in your weld pool, or simply fail to provide the precise heat control you need. By mastering proper tungsten sharpening technique, you gain tighter arc control, cleaner welds, longer electrode life, and more consistent results across all your TIG welding projects.
Essential Tungsten Grinding Equipment

Having the right equipment makes how to sharpen tungsten for TIG welding significantly easier and produces more consistent results. While makeshift methods exist, investing in proper equipment pays dividends in weld quality and time savings.
Belt Grinder Selection for Professional Results
Belt grinders are the preferred tool for serious TIG welders who need consistent, high-quality electrode points. A dedicated belt grinder with fine-grit aluminum oxide belts (60-120 grit) provides uniform results while minimizing contamination. The key advantage is creating precise geometries quickly with minimal heat generation. Select a grinder with variable speed if possible—lower speeds (1,750 RPM) generate less heat during grinding. Look for models with dust collection ports, as tungsten dust requires proper handling. Always use a belt specifically for tungsten to avoid cross-contamination from other metals.
Diamond Wheel Options for Precision Work
Diamond grinding wheels designed for tungsten offer exceptional precision and longevity. Electrolytic diamond wheels—featuring diamond particles embedded in a metal matrix—work exceptionally well because they maintain their sharpness without loading up with tungsten particles. For most sharpening applications, 100-200 grit diamond wheels provide the right balance of material removal and surface finish. Resin-bonded diamond wheels work adequately but typically require more frequent replacement. The critical factor is ensuring your wheel is dedicated solely to tungsten grinding to prevent contamination.
Supporting Equipment You Can’t Skip
Beyond your primary grinder, several supporting tools dramatically improve your sharpening results:
– Electrode holder or clamp – Keeps your fingers away from the grinding surface while providing precise control
– Magnification device – Simple magnifying glass or dedicated inspection microscope to verify point geometry
– Calipers or micrometer – For precise measurement of flat diameters
– Cleaning supplies – Acetone, isopropyl alcohol, and lint-free cloths for removing contamination
– Safety gear – Impact-rated eye protection, hearing protection, and respiratory protection
Never skip proper safety equipment—tungsten dust requires careful handling, especially when working with thoriated electrodes.
Perfect Point Geometry for Different Applications
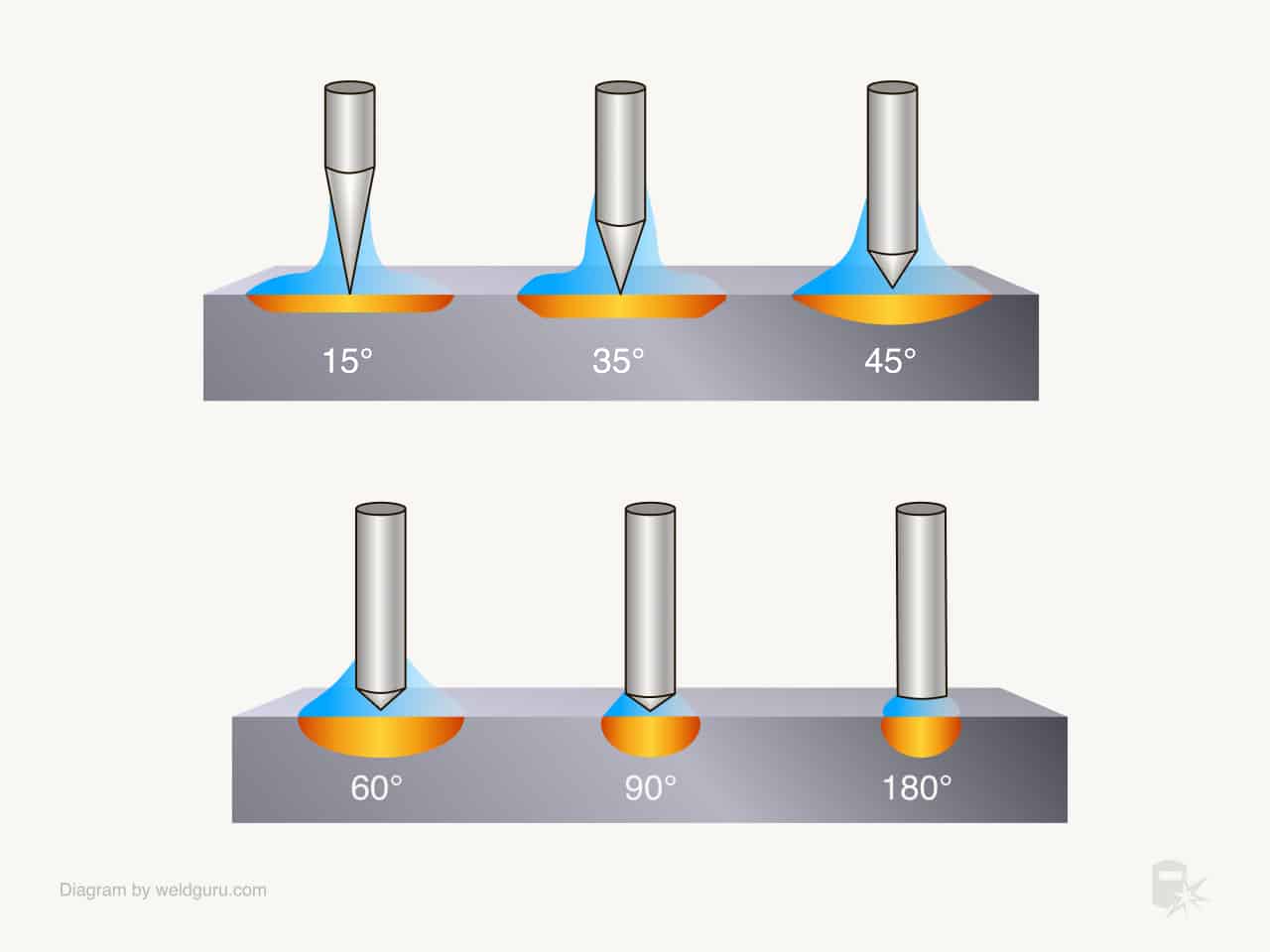
The angle of your sharpened tungsten dramatically affects arc characteristics and weld behavior. Understanding these relationships lets you match your electrode geometry to your specific application for optimal results.
Standard DCEN Angle for Most Steel Welding
For DC electrode negative welding (the most common configuration for steel, stainless steel, copper, and titanium), the recommended included angle is approximately 2.5 times the electrode diameter. A 1/16-inch (1.6mm) electrode ground to this standard has roughly a 0.040-inch (1mm) flat at the tip. This geometry provides excellent arc stiffness, predictable weld pool control, and minimal arc wandering. It works well across most amperage ranges for these base metals and serves as the starting point for most DC welding applications.
Low Current Modifications for Precision Work
Precision welding at low amperages (generally under 20 amps) requires shallower angles to create a more focused arc. Reduce your included angle to 1.5-2.0 times the electrode diameter for these applications. The finer point concentrates arc energy more effectively, giving you better control over small weld pools in thin materials. A 0.040-inch (1.0mm) electrode for delicate medical device welding might use only a 1.5× angle with a tiny flat—almost a needle point—to achieve the precision the work demands.
High Current Adjustments for Heavy Duty Welding
Higher amperage applications benefit from steeper angles that improve thermal management and extend electrode life. Increase your included angle to 3.0-3.5 times the electrode diameter when welding at the upper end of your electrode’s amperage range. A 3/32-inch (2.4mm) electrode running at 200+ amps performs better with this steeper angle, which dissipates heat more effectively and reduces tip erosion. The resulting flat diameter should be larger—up to half the electrode diameter—to further support heat management.
Step-by-Step Tungsten Sharpening Process
Following a consistent sharpening process produces reliable results every time. This systematic approach ensures nothing gets overlooked and each electrode meets your specifications.
Preparation Phase: Setting Up for Success
Begin by assembling all necessary equipment—your grinder, appropriate grinding medium, electrode holder, magnification device, cleaning supplies, and safety gear. Inspect the electrode before sharpening to assess its condition and determine how much material needs removal. Look for contamination, pitting, melting, or other damage that might affect your approach. If the tip is severely deformed or the electrode is too short for proper grinding, replacement may be more appropriate than resharpening. Clean the electrode with acetone or isopropyl alcohol to remove any oils or residues, then allow it to dry completely.
Grinding Technique for Consistent Results
Establish your target angle using your preferred reference method—angle block, consistent hand position, or visual estimation. Apply light, consistent pressure as you move the electrode side-to-side across the grinding surface. Rotate the electrode slowly between your fingers to maintain symmetry throughout the grinding process. Make multiple light passes rather than trying to remove all material in one aggressive grind. Check your progress frequently to avoid over-grinding and to verify the angle remains consistent. Pro tip: Always grind from the tip toward the holder, never in reverse direction—this creates axial grinding marks that don’t interfere with electron flow.
Creating the Perfect Flat
For DC welding applications, gently lower the electrode onto the grinding surface to create a small flat at the tip. Use an extremely light touch—you’re removing just a tiny amount of material to establish the flat diameter. The target flat size depends on your amperage and application, typically ranging from one-third to one-half the electrode diameter. Check under magnification and remove more material only if necessary. This step requires patience; it’s easy to remove too much. For AC welding applications, skip the flat and create a rounded or slightly balled tip instead.
Troubleshooting Common Sharpening Problems
Arc problems often trace back to tungsten condition or geometry. Understanding these connections helps you diagnose and correct issues quickly.
Why Your Arc Wandering Occurs
If your arc moves unpredictably across the workpiece, inconsistent electron emission from the electrode tip is usually responsible. Improper point geometry, contaminated tip surfaces, wrong tungsten type for your application, or incorrect gas flow can all cause wandering. Resharpen the electrode with careful attention to consistent geometry, then clean thoroughly to remove any contamination. Verify your tungsten type matches your application—pure tungsten, for example, doesn’t perform well in DCEN welding. Check shielding gas flow and purity to ensure adequate protection.
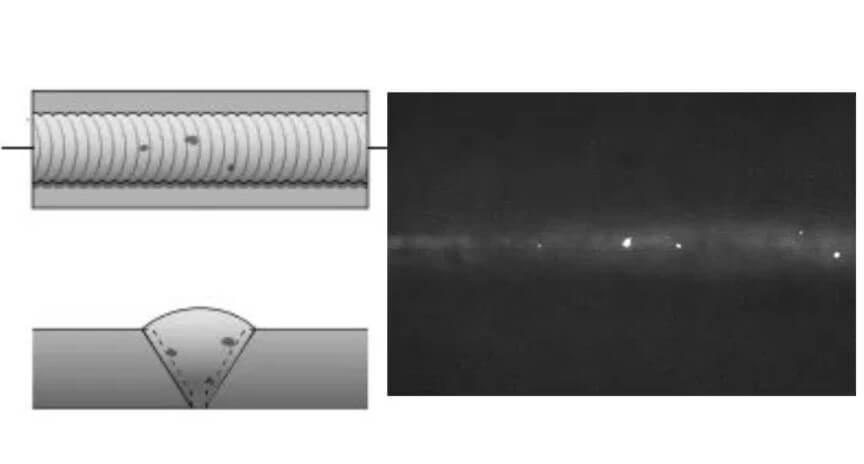
How to Fix Tungsten Inclusions
Dark spots in your weld that prove to be tungsten deposits indicate electrode material transferring to the workpiece. This happens when the electrode accidentally touches the weld pool, when amperage is excessive, when shielding is inadequate, or when electrodes are contaminated. Maintain proper torch angle and distance to prevent accidental contact. Verify amperage settings match your electrode size and application requirements. Ensure shielding gas coverage is adequate and free from wind or draft interference. Clean or replace contaminated electrodes that might cause inclusions.
Safety First: Handling Tungsten Properly
Working safely with tungsten requires attention to dust, fumes, and proper handling practices that protect your health. Grinding tungsten produces fine particles that should be avoided—use local exhaust ventilation at grinding stations whenever possible. When working with thoriated tungsten, take special precautions as it contains low-level radioactive material. Always wear appropriate eye protection during all grinding and welding operations—impact-rated safety glasses or a face shield protects against flying debris.
Mastering how to sharpen tungsten for TIG welding takes practice, but the investment pays dividends in weld quality, consistency, and electrode longevity. Start with proper equipment, develop consistent technique, pay attention to geometry and contamination prevention, and maintain safe practices throughout. Your welds will reflect the care you put into your electrodes—sharp, stable arcs produce clean, precise welds that meet the highest standards. By following these professional techniques, you’ll eliminate common tungsten-related issues and achieve consistent, high-quality TIG welds every time.
Leave a Reply