Stick welding thin metal challenges even experienced fabricators who struggle with the delicate balance between penetration and burn-through. The core issue stems from heat management—thin sheets (14-gauge down to 24-gauge) react instantly to temperature changes, offering little margin for error. Unlike thicker materials that absorb excess heat, thin metal requires precise technique to create strong joints without melting holes through your workpiece. This frustration leads many welders to abandon stick welding for thin materials entirely, unaware that proper technique makes successful thin metal welding achievable with standard equipment.
Mastering this skill opens opportunities for automotive repairs, HVAC ductwork, and light fabrication projects that would otherwise require expensive TIG equipment. You’ll learn proven methods to control heat input, select appropriate materials, and execute clean welds on delicate metal sheets. By the end of this guide, you’ll understand exactly how to adjust your approach for different thicknesses and avoid the most common pitfalls that ruin thin metal welds.
Select the Optimal Electrode for Thin Material
Choosing the right stick electrode makes or breaks your thin metal welding success. The electrode’s composition directly controls heat distribution and penetration depth—critical factors when working with material that can’t absorb excess energy.
Why 6013 Electrodes Excel for Thin Metal
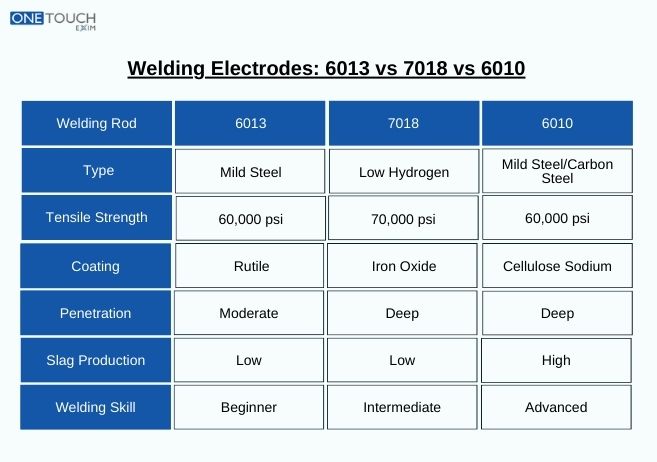
6013 electrodes deliver the sweet spot between penetration and heat control for thin materials. Their cellulose-potassium coating creates a soft, forgiving arc that starts easily at low amperages and produces medium-sized beads without excessive heat concentration. These electrodes work exceptionally well on 18-gauge through 3/16-inch material, providing enough penetration for strong joints while resisting burn-through. The stable arc characteristic of 6013 rods gives beginners confidence while still delivering professional results for experienced welders.
When to Consider 7018 for Thin Metal Applications
7018 electrodes offer higher strength welds but demand greater skill when applied to thin materials. To use 7018 successfully on thin metal, you must employ lower amperage settings than typical, maintain a slightly longer arc length, and use quick travel speeds with stringer beads. Many professionals choose 7018 when ultimate joint strength matters more than cosmetic appearance, but beginners often find the learning curve too steep for thin materials. If attempting 7018 on thin metal, practice extensively on scrap pieces first to develop the required technique.
Electrodes to Avoid for Thin Material Welding
Never use deep-penetrating electrodes like 6010 or 7010 on thin materials—they concentrate heat too aggressively and will almost certainly burn through anything thinner than 1/4 inch. These electrodes require higher amperage settings that overwhelm thin base metal, creating holes rather than welds. Some welders mistakenly believe they can compensate with technique alone, but the fundamental design of these electrodes makes them unsuitable for delicate work.
Set Precise Amperage for Thin Metal Success
Amperage represents your most critical control when stick welding thin metal—too high causes burn-through, too low creates weak, incomplete welds. Finding the exact setting requires understanding your specific electrode and machine capabilities.
Optimal Settings for Common Thicknesses
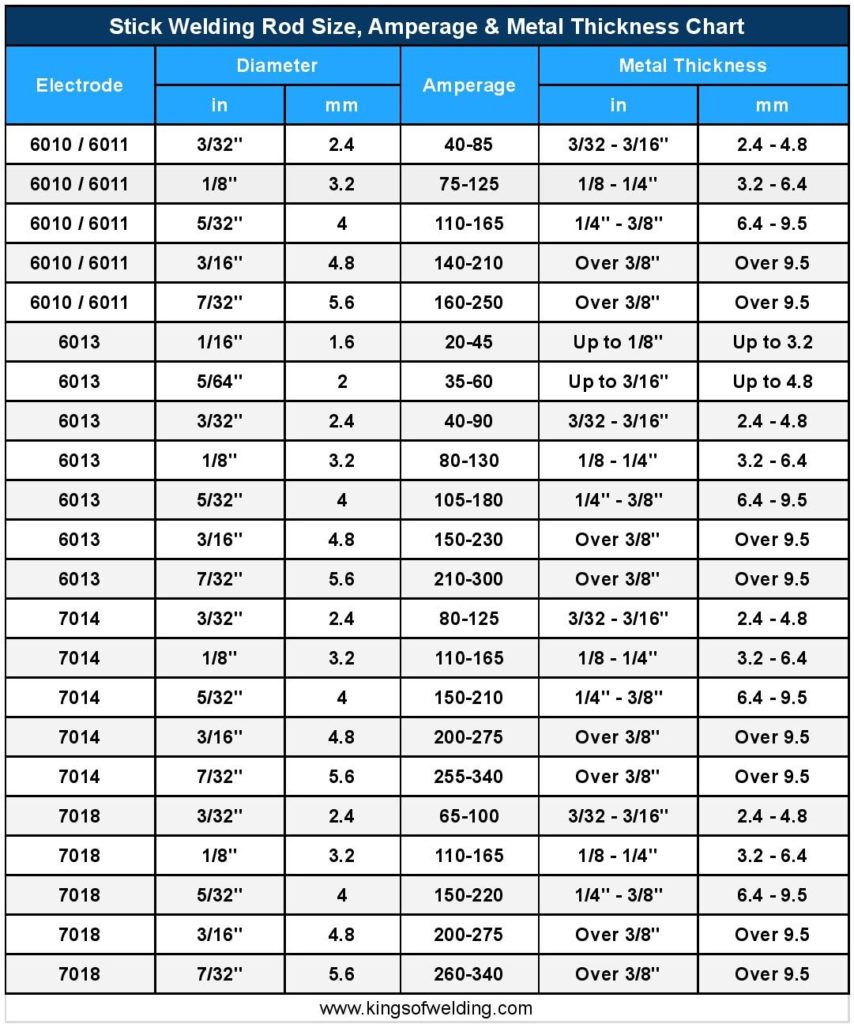
For 6013 electrodes on 18-gauge to 14-gauge material, begin with 40-60 amps and adjust based on visual feedback. If spatter increases or craters form in the base metal, reduce by 5-10 amps. When welds appear weak or electrodes stick frequently, increase slightly. For extremely thin material below 18-gauge, operate in the 30-45 amp range with extremely short arc length (1/8 inch or less). At these low settings, maintain constant distance between electrode and workpiece to prevent arc instability.
Machine Considerations for Low-Amperage Welding
Different welding machines behave uniquely at low amperage ranges. Modern inverter machines typically maintain stable arcs down to very low settings, while older transformer units often struggle below 50 amps. If your machine produces an erratic arc at low settings, try increasing amperage slightly while simultaneously speeding up your travel rate—this combination sometimes yields better results than fighting unstable low-amperage performance. Always test settings on scrap material matching your project thickness before starting actual work.
Prepare Thin Metal for Successful Welding
Thin metal demands meticulous preparation because contaminants that thicker materials might tolerate will immediately compromise your weld quality. The reduced heat input required for thin materials means you cannot burn away impurities as you might with heavier sections.
Essential Cleaning Procedures
Thoroughly clean the entire weld zone using a stainless steel wire brush or degreaser to remove rust, oil, and other contaminants. Even microscopic amounts of oil cause porosity that weakens the joint significantly. For painted surfaces, completely remove paint from the weld area and at least one inch beyond on both sides—residual paint creates toxic fumes and poor weld quality.
Strategic Clamping and Heat Management
Clamp thin metal pieces firmly using C-clamps, welding magnets, or minimal tack welds to prevent movement during welding. Thin material warps easily from heat, so proper fixturing is essential. Consider using copper backing bars behind the weld joint when possible—copper’s excellent thermal conductivity pulls heat away from the weld zone, preventing burn-through and creating a smoother back-side appearance. For automotive repairs, a piece of copper pipe clamped behind the panel works effectively as a heat sink.
Execute Proper Welding Techniques for Thin Metal
Specific technique modifications separate successful thin metal welders from those who consistently burn through their work. These adjustments work together to control heat input and produce consistent, strong welds.
Maintain Critical Short Arc Length
Keep your electrode within 1/16 to 1/8 inch of the workpiece to concentrate heat precisely where needed. This short arc length creates narrower, deeper penetration patterns ideal for thin materials while preventing the arc from wandering across the surface. As the electrode burns down during welding, continuously adjust your hand position to maintain this critical distance—practice this consistency on scrap material before starting your project.
Use Stringer Beads with Controlled Travel Speed
Weld with straight stringer beads rather than weaving motions, which spread heat across a wider area and increase burn-through risk. Move steadily along the joint at 6-10 inches per minute depending on thickness—fast enough to keep the weld pool small but slow enough to ensure proper fusion. The ideal bead appears slightly convex with consistent ripples, neither flat and wide (too slow) nor thin and sporadic (too fast). Hold the electrode at a 30-45 degree drag angle to allow preheated base metal to melt ahead of the arc while the electrode fills behind.
Prevent Thin Metal Welding Failures
Understanding why common problems occur helps you systematically prevent them. Most thin metal welding failures stem from heat management issues that respond well to technique adjustments.
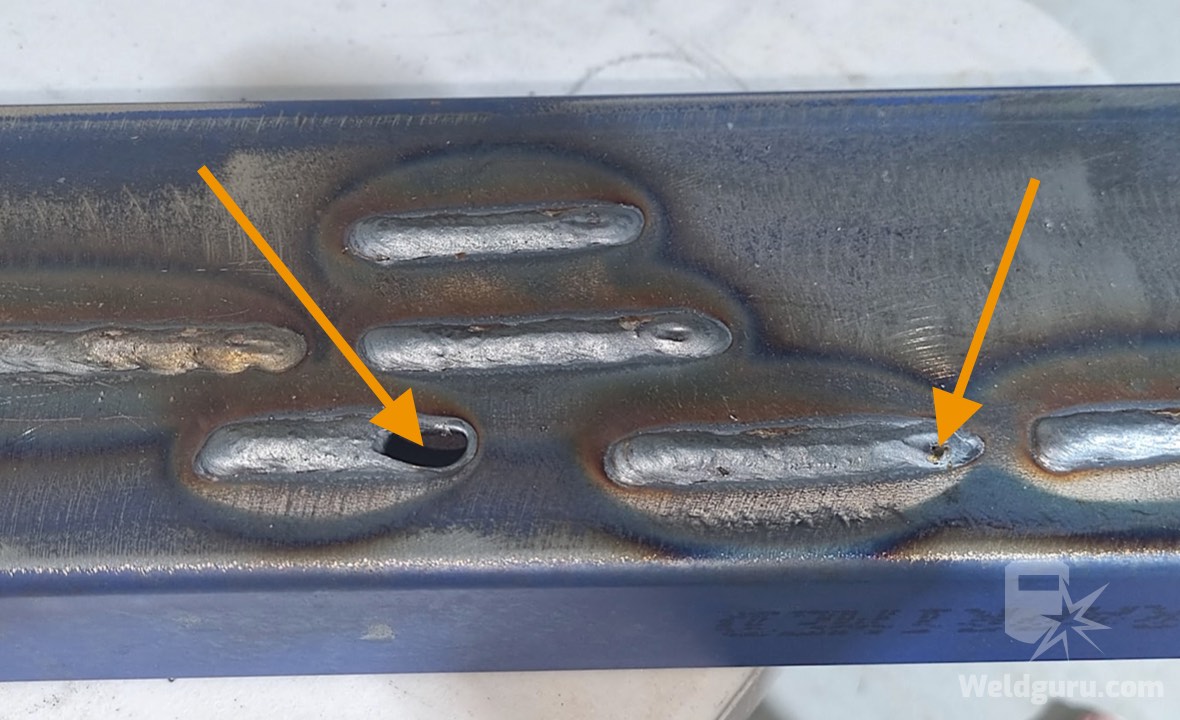
Stop Burn-Through Before It Happens
Burn-through occurs when excessive heat melts entirely through the base metal. Prevent it by reducing amperage, increasing travel speed, and ensuring proper arc length. If burn-through persists, try smaller diameter electrodes or copper backing to draw heat away. Some welders successfully use “skip welding”—making several short welds with cooling time between rather than one continuous bead—to manage heat on extremely thin materials.
Eliminate Lack of Penetration
Insufficient fusion typically results from too little amperage, contaminated base metal, or poor joint preparation. For lap joints, ensure edges overlap adequately (at least 1/2 inch) and weld through the top layer into the bottom. On butt joints, minimize gaps to 1/16 inch or less—excessive gaps cause penetration problems even with proper settings.
Optimize Polarity and Equipment Configuration
Direct current electrode positive (DCEP) polarity generally works best for thin metal stick welding, providing deeper penetration relative to heat input. Most common electrodes like 6013 and 7018 are designed for DCEP operation. While some welders experiment with DCEN (reverse polarity) for extremely delicate work, this approach sacrifices arc stability and makes starting more difficult—usually not worth the trade-off for most applications.
Use the smallest electrode diameter practical for your application. Smaller electrodes (1/16 inch and 3/32 inch) require less amperage and concentrate heat more precisely than larger diameters. Though they wear out faster, requiring more frequent changes, the improved control on thin materials makes them essential for successful results.
Practice Essential Safety Measures
Thin metal welding presents specific safety considerations beyond standard precautions. The lower amperages sometimes create a false sense of security, but hazards remain significant. Always wear appropriate personal protective equipment, ensure adequate ventilation to manage fumes, and watch for fire hazards—sparks from thin material travel further due to reduced material mass absorbing their energy.
Final Tips for Thin Metal Welding Mastery
Start every thin metal project with extensive practice on identical scrap material—never attempt important work without first dialing in your technique. Keep a notebook recording settings, electrode types, and results for different thicknesses to build your reference guide over time. Most importantly, approach thin metal with respect for its limitations, apply these techniques consistently, and accept that early attempts will improve dramatically with practice. The ability to successfully stick weld thin metal opens fabrication possibilities that would otherwise require expensive specialized equipment.
Leave a Reply