Struggling with weak welds or frustrating spatter when learning how to use a flux welder? You’re not alone. Flux core welding offers DIYers and hobbyists a powerful method that works outdoors without gas tanks, but improper technique leads to cracked joints, porosity, and wasted materials. Unlike gas-shielded MIG welding, flux core generates its own protective shielding from compounds inside the wire, allowing you to weld in windy conditions and on slightly rusty metal. This guide cuts through the confusion to show you exactly how to use a flux welder properly, from initial setup to finishing professional-quality welds on farm equipment, automotive parts, or home projects.
Mastering how to use a flux welder means understanding its unique characteristics: the slag layer that protects the cooling weld, the specific gun angles required, and the critical relationship between wire speed and amperage. While beginners often make the mistake of treating flux core like MIG welding, the process demands different settings, techniques, and post-weld cleanup. By the end of this guide, you’ll know precisely how to configure your machine, position your gun, and execute welds that penetrate deeply while minimizing spatter and defects.
Configure Your Flux Welder for Optimal Performance
Setting up your flux welder correctly separates successful welds from frustrating failures. Begin with your machine powered off, then select the flux core welding mode according to your specific model’s controls. Install a knurled drive wheel designed for flux core wire—its toothed pattern grips the softer wire that would slip through standard smooth wheels used for MIG welding. Thread the silver-colored flux core wire through the drive rolls and gun liner, ensuring the spool rotates freely without tension that causes feeding problems.
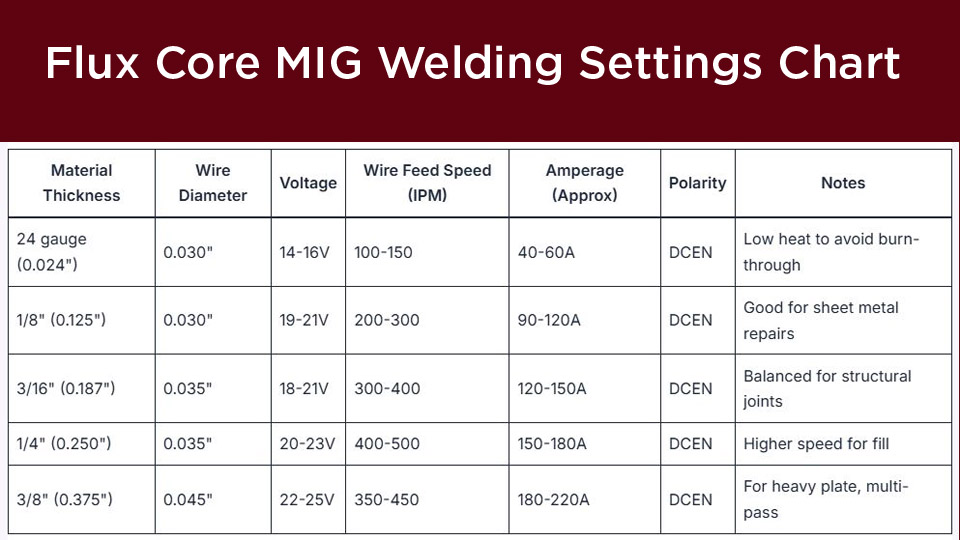
Polarity configuration dramatically affects your results when learning how to use a flux welder. Most flux core wires require direct current electrode positive (DCEP) polarity for proper heat distribution and arc stability. Incorrect polarity causes shallow penetration, excessive spatter, and an unstable arc that sputters uncontrollably. Verify your wire’s requirements on the packaging before starting. Set initial wire feed speed and amperage based on your material thickness: 18-gauge steel typically needs 80-100 amps with moderate wire speed, while 1/4-inch steel requires 150-180 amps with faster wire feed.
Test Settings on Scrap Metal First
Never skip this critical step when learning how to use a flux welder. Make three 2-inch test welds on scrap metal matching your project’s thickness:
- First pass: Use manufacturer-recommended settings
- Second pass: Increase amperage by 10% while keeping wire speed constant
- Third pass: Decrease amperage by 10% while keeping wire speed constant
Examine each weld’s penetration, bead shape, and spatter. The ideal setting produces a smooth, consistent bead with deep penetration and minimal spatter. If you see excessive spatter, reduce amperage slightly. If the weld beads up without fusing to the base metal, increase amperage. This simple test saves wasted time and materials on your actual project.
Prepare Your Workpiece Like a Professional
Flux welding tolerates more contamination than gas-shielded methods, but clean metal still produces stronger, better-looking results. Start by removing rust, paint, oil, and debris from the entire weld zone using an angle grinder with a wire brush wheel. Pay special attention to the area where you’ll attach the ground clamp—this connection point must be bare, clean metal close to your weld area. Poor ground connections cause erratic arcs and inconsistent weld quality that beginners often mistake for machine problems.
For thicker materials (over 1/8 inch), bevel the joint edges with a 30-45 degree angle using your grinder. This V-groove allows deeper penetration and creates a stronger joint than welding on square edges. Clamp your pieces securely in position before welding to prevent movement that causes gaps and weak welds. For long seams, place small tack welds every 6-8 inches to hold alignment before completing the full weld.
Master the Critical Gun Angles for Strong Welds
Two angles determine your success when learning how to use a flux welder: travel angle and work angle. The travel angle refers to how far you tilt the gun along your direction of travel. Maintain a 5-15 degree drag angle (pulling the gun toward you) rather than pushing it forward. This dragging technique allows the flux to properly shield the weld pool and remove impurities.
The work angle varies by joint type:
– Butt joints: 90 degrees (perpendicular to workpiece)
– T-joints: 45 degrees from each side
– Lap joints: 60-70 degrees toward vertical piece
Hold the gun 1/8 inch from the workpiece with approximately 3/4 inch of wire extending beyond the contact tip (stick-out). Too close causes the wire to ball up and short-circuit; too far creates an unstable arc with poor penetration. Practice maintaining these critical angles on scrap metal until they become second nature.
Execute Clean Welds with Proper Technique
Your travel speed directly impacts weld quality when learning how to use a flux welder. Move too slowly and you’ll burn through thin material or create a wide, convex bead with poor root penetration. Move too quickly and you’ll get a narrow bead with insufficient fusion. Aim for a steady pace that produces a bead one-third to one-half the width of your joint gap. The weld puddle should flow smoothly behind your arc—visible as a molten pool about the size of your wire diameter.
Start each weld by lowering your helmet, positioning the wire 1/16 inch above the metal, then pulling the trigger to establish the arc. Allow a small puddle to form before moving forward. For longer seams, use a slight weaving motion on thick materials but keep it minimal to prevent undercut. When ending a weld, move slightly backward to fill the crater before releasing the trigger—this prevents crater cracks that weaken your joint.
Remove Slag and Clean Welds Like a Pro
Unlike MIG welding, flux core produces a glass-like slag layer that must be removed after each pass. Wait until the weld cools to a dark red color (about 30 seconds) before attempting slag removal—chipping hot slag damages the underlying weld. Use a chipping hammer to crack the slag loose with firm, controlled strikes along the weld bead. Follow with a stainless steel wire brush to remove residual slag particles.
Flux core generates more spatter than gas-shielded welding, so protect surrounding areas before starting with a welding blanket or anti-spatter spray. After welding, remove spatter from the workpiece using the same chipping hammer or a light grinding pass. For final cleanup, apply a rust-inhibiting primer within 24 hours—welded metal is highly susceptible to flash rusting in the heat-affected zone.
Fix Common Flux Welding Defects Immediately
Recognizing and correcting defects on the spot saves rework time when learning how to use a flux welder. Cracks typically indicate mismatched wire thickness or rapid cooling—use thicker wire for heavy materials and preheat thick sections. Lack of penetration shows as a bead sitting on top of the metal without fusing to the root—increase amperage or slow your travel speed. Porosity (tiny holes in the weld) comes from contamination—clean your metal thoroughly before welding.
Undercut appears as a groove along the weld edge and weakens your joint significantly. This defect happens when amperage is too high or travel speed too slow. Reduce heat input and increase your travel speed slightly to eliminate undercut. Always inspect test welds on scrap metal before starting your actual project to catch these issues early.
Maintain Your Equipment for Long-Term Reliability
Proper maintenance extends your flux welder’s life and ensures consistent performance. After each use, clear flux debris from the gun liner and contact tip—this buildup causes feeding problems and unstable arcs. Replace contact tips when the hole becomes noticeably larger than your wire diameter. Store your flux core wire in a dry place to prevent moisture absorption, which causes porosity in your welds.
Wipe down the exterior of your machine regularly to prevent dust accumulation that can cause overheating. Check cable connections for tightness and signs of wear, replacing damaged components immediately. For extended storage, disconnect the power cord and cover your machine to protect it from dust and moisture.
Flux core welding gives you the power to create strong, reliable joints without gas cylinders, making it perfect for outdoor repairs and mobile applications. By configuring your machine correctly, preparing your workpiece thoroughly, and mastering the specific gun angles and techniques required, you’ll produce welds that meet professional standards. Start with simple practice projects on scrap metal, focus on consistent travel speed and proper angles, and gradually tackle more complex work as your confidence grows. With these fundamentals mastered, you’ll unlock a versatile welding capability that handles everything from quick equipment fixes to serious fabrication projects.
Leave a Reply