
Welding a cracked rim represents one of the most challenging repairs in automotive maintenance. Unlike standard welding projects, rim repair demands specialized knowledge of aluminum metallurgy and precise heat control. When you attempt to weld a cracked rim, you’re not just fixing metal—you’re restoring structural integrity to a component that must withstand highway-speed forces. A single mistake can lead to catastrophic failure, making this “PhD-level welding” where the margin for error is dangerously slim.
The reality of rim welding requires honest assessment before striking an arc. Cast aluminum wheels dominate today’s market, and their unique properties create obstacles that separate rim repair from conventional welding. The porous nature of cast aluminum traps contaminants that cause porosity in welds, while varying alloy compositions demand specific filler metals and techniques. This guide provides the exact steps professionals use to weld cracked rims safely and effectively, helping you determine whether your specific situation warrants repair or replacement.
Assess Crack Repair Viability Before Starting
Before gathering tools or equipment, you must determine whether your cracked rim qualifies for repair. Not all cracks can be safely restored, and accurate assessment prevents wasted effort on wheels that cannot regain sufficient structural integrity.
Identify Repairable vs. Non-Repairable Cracks
Professional technicians generally consider cracks 1.5 inches or smaller as potentially repairable when they appear singly rather than in clusters. Cracks located on the inner barrel—where the wheel interfaces with the tire bead—offer better repair prospects than those on spokes or hub areas, which bear critical structural loads.
Multiple cracks in close proximity indicate serious metallurgical problems that welding cannot resolve. When a wheel displays several cracks, particularly in patterns suggesting material fatigue, replacement becomes the only safe option. Attempting repairs on such wheels typically creates an endless cycle of recurring cracks.
Evaluate Your Wheel’s Construction Type
Cast aluminum wheels present the greatest welding challenges due to their manufacturing process and inconsistent alloy composition. During casting, elements like silicon, zinc, copper, magnesium, and manganese improve fluidity but complicate welding. Copper-alloyed aluminum tends to crack during cooling, while silicon-containing alloys respond better to 4043 filler metal.
Avoid welding replica or aftermarket wheels whenever possible. These often lack metallurgical consistency, making repair outcomes unpredictable. Original equipment manufacturer wheels provide more reliable results due to documented alloy compositions and quality control standards.
Select the Correct Welding Method for Aluminum Rims
Choosing the appropriate welding technique significantly impacts your repair’s success. Each method offers distinct advantages and limitations that must match your skill level and specific wheel condition.
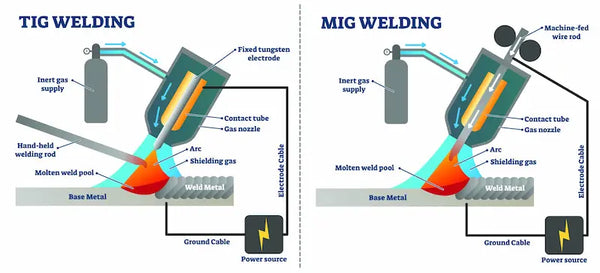
TIG Welding: Precision Repair for Critical Areas
Tungsten Inert Gas (TIG) welding stands as the preferred method for aluminum rim repair among professionals. This technique delivers the precise heat control necessary to minimize distortion while producing clean, strong welds. The non-consumable tungsten electrode allows exceptional management of the weld pool, enabling navigation through complex crack geometries.
Key advantages of TIG for rim repair include:
– Narrow heat-affected zones that preserve base material properties
– Argon shielding gas that prevents atmospheric contamination
– Superior control for thin-section aluminum work
However, TIG welding demands substantial skill development. The technique requires simultaneous coordination of torch angle, travel speed, filler metal addition, and heat control—making it challenging for even experienced welders new to aluminum rim repair.
MIG Welding: Faster Repairs for Less Critical Damage
Metal Inert Gas (MIG) welding offers increased speed at the cost of some precision, making it more accessible for welders with less experience. The continuously fed wire electrode simplifies the process compared to manual filler rod addition in TIG welding.
Consider MIG welding when:
– Repairing larger cracks requiring substantial material deposition
– Working on wheels where cosmetic appearance is less critical
– You need to complete the repair more quickly than TIG allows
The higher heat input of MIG welding helps ensure complete fusion through thick sections but increases distortion risk and creates larger heat-affected zones where base material properties may be compromised.
Essential Safety Steps Before Welding
Welding on wheels with tires mounted creates explosive hazards that cannot be overstated. Heat generated during welding causes trapped air inside the tire to expand rapidly, potentially exceeding pressure ratings and causing catastrophic failure even hours after welding completes.
Critical Safety Precautions You Must Follow
- Completely remove the tire from the wheel before any welding begins
- Deflate the tire completely and remove the valve core to allow trapped air to escape
- Ensure proper ventilation to disperse harmful welding fumes containing metallic oxides
- Wear appropriate PPE including flame-resistant clothing and proper eye protection
Never attempt rim welding with the tire mounted. The risk of explosive tire failure makes this step non-negotiable for safe operation.
Crack Preparation Techniques for Successful Welding

Proper preparation determines repair success as much as the welding technique itself. Cast aluminum’s porous structure traps contaminants that require thorough removal before welding begins.
Clean Contaminants From Porous Aluminum
Multiple solvent applications with acetone are essential for removing oils trapped in cast aluminum’s surface porosity. Clean in straight lines rather than circles to prevent spreading contamination. Visual inspection under bright light confirms thorough cleaning.
Consider preheating to 250-300°F to drive out deep-seated contaminants, but never exceed 400°F for most automotive alloys as this causes permanent strength reduction. Monitor temperature carefully with an infrared thermometer.
Prepare the Crack for Weld Penetration
Grind a V-shaped groove along the crack to create proper beveling for full weld penetration. This process removes micro-cracking beyond the visible fracture, ensuring the weld bonds to sound base metal.
For cracks that open when flexed, use clamps or braces to maintain intimate contact between weld faces. Gaps prevent proper fusion and create weak spots that compromise structural integrity.
Execute Proper TIG Welding Technique
The actual welding process presents the greatest technical challenges, particularly achieving and maintaining a clean, fluid weld pool in cast aluminum.
Establish a Clean, Stable Weld Pool
Cast aluminum forms a thick surface skin when heated that resists proper fusion. Breaking through this skin requires sustained heat while maintaining correct torch angle and travel speed. The ideal weld pool should appear smooth and placid—free of turbulence or gas evolution.
Porosity appears as small bubbles rising in the weld pool during welding. Chasing these bubbles with the torch proves counterproductive; instead, make multiple passes with grinding between each to drive out trapped gases.
Select and Apply the Correct Filler Metal
4043 aluminum-silicon filler provides the best crack resistance for most cast aluminum wheels in the AlSiMg family. This alloy flows well, tolerates some contamination, and produces good corrosion resistance.
Use 1/16-inch or 3/32-inch diameter rods for TIG welding thin wheel sections. Smaller diameters offer better control for delicate work on automotive rims.
Manage Heat and Prevent Distortion
Heat management critically affects both repair strength and wheel usability. The heat-affected zone surrounding any weld experiences microstructural changes that alter mechanical properties.
Control Heat Input to Preserve Strength
Keep preheat temperatures between 150-300°F for most automotive wheel applications. Higher temperatures risk permanent strength reduction in heat-treatable alloys. Allow the wheel to cool substantially between passes to reduce total heat accumulation.
Clamp the wheel to a rigid surface during welding to constrain movement and minimize distortion. Runout measured in thousandths of an inch can cause vibration at highway speeds, while hub mounting surface distortion prevents proper wheel centering.
Complete Post-Weld Processing Steps
The work continues after the last weld pass. Proper finishing ensures the repaired wheel functions correctly and safely.
Grind and Finish the Repair Area
Progress through progressively finer abrasives to blend the weld smoothly with surrounding material. Start with coarse carbide burrs for material removal, then transition to finer grits for surface refinement.
Verify dimensional accuracy using precision measuring tools including micrometers and dial indicators. Any repaired wheel requires dynamic balancing to ensure vibration-free operation at speed.
Conduct Professional Inspection
Penetrant testing confirms complete crack sealing by applying low-viscosity dye that reveals remaining discontinuities. Professional inspection by a qualified technician provides objective assessment of repair quality before returning the wheel to service.
When Welding Isn’t the Best Solution
Sometimes the wisest decision regarding a cracked rim is replacement rather than repair.
Situations Requiring Wheel Replacement
- Multiple cracks indicating material fatigue
- Cracks exceeding 1.5 inches in length
- Wheels used in safety-critical applications like commercial vehicles
- Replica or low-quality aftermarket wheels with uncertain metallurgy
For rare or valuable wheels, consider cold-spray technology as an alternative that applies aluminum filler without melting base material. This solid-state process operates below 50°C, preserving original strength properties while achieving 85-90% alloy match with the base material.
Final Verification Before Road Use
Never install a welded rim without professional inspection. The consequences of wheel failure at highway speeds are too severe to risk inadequate verification. A quality repair should provide thousands of miles of service, but repaired wheels require periodic inspection for new cracks or distortion before each use.
When properly executed on a suitable wheel, welding a cracked rim can restore functionality while preserving the value of expensive or rare wheels. However, the process demands respect for aluminum’s unique challenges and commitment to safety at every stage. If your assessment suggests the repair exceeds your capabilities, replacement represents the safer, more responsible choice for maintaining vehicle safety.
Leave a Reply