
Water gushing from a cracked pipe creates an immediate crisis that demands action. Whether you’re facing a pinhole leak in galvanized steel or a ruptured section in your plumbing system, knowing how to weld a leaking water pipe can prevent catastrophic water damage and keep essential services running. This guide delivers proven field-tested techniques that professional welders use to seal active leaks without requiring a full system shutdown—a critical skill when water service interruption would cause significant operational or financial consequences. You’ll discover practical methods to manage water’s interference with the welding arc while ensuring your safety throughout the repair process.
The core challenge when attempting to weld a leaking water pipe lies in overcoming water’s dual role as both conductor and heat sink. Water creates electrical pathways that increase shock risk while simultaneously dissipating the concentrated heat needed for proper fusion. Flowing water also causes erratic arc behavior and generates dangerous steam when it contacts molten metal. Despite these obstacles, experienced welders have developed reliable methods to create durable repairs on wet pipes by leveraging specific electrode types, adjusted amperage settings, and strategic welding sequences that account for continuous water flow.
Avoid These Fatal Electrical Hazards When Welding Wet Pipes
Never use AC current when welding on water-filled pipes—this creates potentially lethal electrical pathways through your body. The water provides a conductive medium that extends the welding circuit beyond the workpiece, dramatically increasing shock risk if you simultaneously touch the pipe and another grounded object. DC reverse polarity (DC+) significantly reduces this danger by maintaining consistent current flow direction, which helps prevent the “can’t let go” phenomenon documented in numerous electrical accident reports.
Position yourself to the side of the leak path rather than directly in front to avoid high-velocity steam bursts. As welding heat interacts with flowing water, steam escapes through the leak at extreme temperatures capable of causing severe burns even through protective clothing. Always wear dry rubber-soled boots and insulated gloves while standing on a non-conductive mat—never on wet concrete or metal grating.
Ensure proper ventilation when working with galvanized pipes, as zinc oxide fumes released during welding cause metal fume fever with flu-like symptoms that can last days. If you’re working indoors, set up exhaust fans to pull fumes away from your breathing zone or wear appropriate respiratory protection rated for metal fumes.
Select the Right Electrodes for Wet-Pipe Welding Success
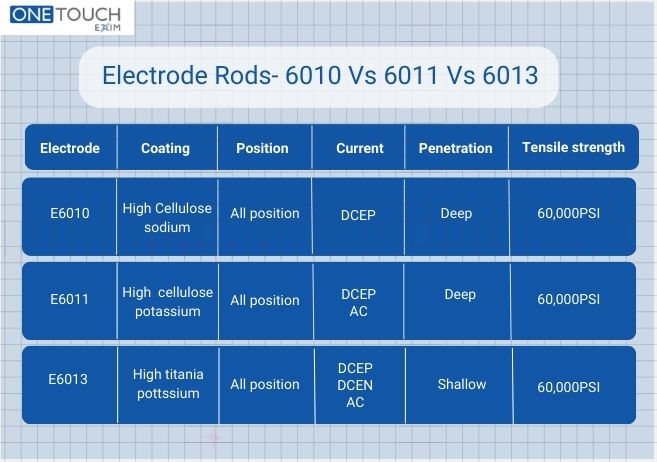
E6011 rods deliver the best results when you need to weld a leaking water pipe without draining the system. This cellulose-coated electrode creates deep penetration through surface moisture and minor corrosion while operating effectively on both AC and DC machines. Professional welders repairing oilfield pipelines consistently choose ESAB 6011 for its stable arc characteristics in wet conditions, though Lincoln 6011 performs adequately for most residential repairs.
For severe leaks requiring maximum penetration, E6010 electrodes on DC reverse polarity outperform other options despite their steeper learning curve. The intense arc force literally blows water away from the weld zone, allowing better fusion with compromised base material. However, avoid E6013 rods completely—they produce shallow penetration and notoriously stick when moisture interferes with arc stability, often worsening the leak during repair attempts.
Key Electrode Selection Tips
- Use 3/32-inch diameter rods for most pipe repairs (better control with water present)
- Store electrodes in a moisture-proof container—even slightly damp rods fail in wet conditions
- For galvanized pipes, consider grinding off the zinc coating around the weld area first
- Preheat severely corroded sections with a torch to drive off surface moisture before welding
Master the Downhill Welding Technique for Active Leaks
The most reliable method for how to weld a leaking water pipe involves strategic downhill passes that build material around the leak before sealing it completely. Start by making quick tack welds on either side of the leak area to establish foundation beads that will better withstand water pressure during your main repair pass. This creates anchor points that prevent the water flow from washing away your initial weld metal.
Step-by-Step Wet-Pipe Welding Process
- Increase your amperage setting by 15-25% above normal dry-pipe welding (water acts as a heat sink)
- Maintain a short arc length (1/8 inch or less) with a dragging or slight push technique
- Make downhill passes starting above the leak and working downward toward it
- Build up surrounding material before attempting to close the leak point itself
- For pinhole leaks, insert a compatible metal screw into the hole and weld around the head
When your electrode sticks repeatedly or the arc sputters uncontrollably, your amperage is too low—gradually increase it until you achieve a stable, penetrating arc. The water cooling actually prevents electrode overheating, allowing you to safely run hotter than normal settings. If steam bubbles disrupt your weld pool, pause briefly to let the area cool slightly before continuing.
Freeze Pipes Instead of Welding Wet for Higher Quality Repairs
Pipe freezing provides a superior alternative to wet welding when you need to permanently repair a leaking water pipe. Commercial freeze kits use compressed CO2 (-109°F) or liquid nitrogen to create temporary ice plugs upstream of the leak, allowing you to work on a completely dry section. This method works effectively on galvanized steel, copper, and carbon steel pipes up to 2 inches in diameter.
For DIY repairs on smaller pipes (up to 1-1/2″), rent a freeze kit that connects to your air compressor. The technique requires the pipe to be mostly full of water with minimal air space, as air acts as an insulator that prevents proper freezing. Wrap insulation around the freeze zone to maintain the ice plug longer, and always create plugs at least 12 inches long for safety—never attempt to freeze near elbows or tees where geometry prevents complete plug formation.
The significant advantage of freezing is that it allows standard welding techniques without water interference, producing stronger, more reliable repairs. However, ice plugs can fail if system pressure exceeds 40 PSI or if ambient temperatures exceed 90°F, so monitor conditions carefully during your repair.
Emergency Leak Fixes When Welding Isn’t Possible
When you lack welding equipment or face safety constraints, these alternative methods can stop leaks immediately:
Compression couplers provide instant mechanical repairs without water shutdown. These sleeve-and-gasket systems compress tightly around the pipe when you tighten the coupling nuts, creating a watertight seal. For best results:
– Clean pipe surfaces thoroughly before installation
– Center the coupler over the leak area
– Tighten nuts evenly in a star pattern
– Verify compatibility with your pipe material (copper, CPVC, or steel)
Epoxy putties like JB Waterweld offer quick fixes for small leaks. These two-part compounds cure underwater and bond directly to pipe surfaces. Apply by:
1. Kneading equal parts until uniform color
2. Pressing firmly over the leak area
3. Shaping to cover at least 1 inch beyond the leak in all directions
4. Allowing full cure time before restoring pressure
Band clamps with rubber gaskets provide temporary containment for small leaks. Wrap the gasket around the pipe at the leak point and secure with stainless steel bands tightened evenly. This method works best on straight pipe sections with minimal corrosion.
Essential Equipment Checklist for Wet-Pipe Welding
Choose a welding machine with these critical features for successful leak repairs:
– AC/DC capability for electrode flexibility
– Minimum 200-amp output with 60% duty cycle
– Hot start feature to overcome initial moisture
– Compact, portable design for field access
Keep these supplies ready in your emergency repair kit:
– Fresh E6011 and E6010 electrodes (3/32″ diameter)
– Dry storage container with desiccant
– Dielectric gloves and rubber-soled boots
– Fire-resistant clothing and face shield
– Pipe freezing kit for non-emergency situations
Pro Tip: Always carry a small sheet metal screw assortment—driving a compatible screw into a pinhole leak before welding provides mechanical backup that significantly increases repair success rates.
Prevent Future Leaks After Your Emergency Repair
Treat any welded pipe repair as temporary until you address the root cause. Pinhole leaks in galvanized steel typically indicate systemic corrosion that will produce additional failures soon. Document your emergency repair with location, date, and method, then schedule comprehensive pipe inspection within 30 days.
For permanent solutions:
– Replace corroded sections with modern piping materials
– Install dielectric unions where dissimilar metals connect
– Apply corrosion-resistant coatings to exterior pipe surfaces
– Install pressure-reducing valves if system pressure exceeds 80 PSI
The techniques for how to weld a leaking water pipe represent valuable emergency skills developed through decades of practical field experience. While initial attempts may challenge your welding proficiency, consistent application of these methods builds reliable capability to handle critical plumbing emergencies. When in doubt about your ability to safely complete the repair, contact a professional welder—some situations demand expertise that develops only through years of practice.
Leave a Reply