Welding aluminum with a MIG welder presents unique challenges that trip up even experienced steel welders. The metal’s protective oxide layer, high thermal conductivity, and soft filler wire create obstacles that standard steel welding approaches simply cannot overcome. Yet modern MIG technology has made aluminum welding increasingly accessible, allowing dedicated welders to produce sound joints with proper preparation and technique. This comprehensive guide walks through every aspect of successful aluminum MIG welding, from surface preparation through troubleshooting common defects.
Aluminum’s properties fundamentally differ from steel, demanding specialized approaches. The metal forms an oxide layer instantaneously when exposed to air that melts at 3,700°F—nearly 2,500°F higher than the base aluminum beneath it. This means the soft aluminum liquefies and flows long before the oxide shows any sign of softening, creating conditions where oxides sink into the weld pool and create inclusions. Additionally, aluminum’s high thermal conductivity rapidly dissipates heat, requiring substantial energy input while simultaneously increasing burn-through risk. Understanding these properties is essential when you want to weld aluminum with a MIG welder effectively.
Why Aluminum Challenges MIG Welders
The oxide layer problem represents the single greatest obstacle in aluminum welding. Unlike steel, where surface oxidation presents minimal complications, aluminum’s oxide must be completely removed before welding and prevented from re-forming during the process. This oxide, being heavier than molten aluminum, sinks into the weld pool when not properly addressed, creating inclusions that compromise joint integrity. Even small amounts of oxide contamination transform potentially strong welds into brittle, failure-prone connections that may appear adequate on the surface but lack structural soundness.
How Thermal Conductivity Complicates Welding
Aluminum’s thermal conductivity compounds the oxide problem by demanding rapid heat dissipation while simultaneously requiring substantial energy input for proper fusion. The metal conducts heat away from the weld zone so efficiently that maintaining adequate temperatures for fusion becomes challenging, particularly on thick materials. Yet this same conductivity means that heat accumulates quickly in thin sections, creating narrow windows where sufficient penetration occurs without burn-through. Moving too slowly causes the material to overheat and burn through; moving too quickly produces inadequate fusion and weak joints. Finding this balance requires understanding both the material properties and how they interact with welding parameters.
Soft Wire Feeding Problems
The soft aluminum wire used in MIG welding presents feeding challenges that steel wire never creates. Standard wire feeding equipment designed for stiffer steel wire deforms and catches soft aluminum, causing bird-nesting, kinks, and inconsistent wire delivery. The wire’s tendency to tangle and drag through liners and guide tubes disrupts arc stability and produces irregular weld beads. These feeding problems frustrate beginning aluminum welders and prompt many to abandon MIG approaches in favor of TIG welding, though proper equipment configuration resolves most feeding difficulties.
Essential Equipment for Aluminum MIG Welding

Successful aluminum welding requires equipment configured specifically for the material’s unique properties. Standard steel MIG setups will not produce acceptable aluminum welds without modification, and attempting to use inappropriate equipment leads to wasted material and frustration.
Spool Guns for Reliable Wire Feeding
Spool guns address aluminum wire feeding challenges by placing the drive mechanism directly on the welding gun. The short wire path from spool to contact tip dramatically reduces kinking, tangling, and bird-nesting issues that plague standard guns with long cable runs. While spool guns typically accept only 1-pound wire spools, limiting filler metal availability before changing, the improved feeding characteristics often justify the inconvenience for aluminum welding applications. Pro tip: Always store your spool gun with the wire end secured in the liner to prevent unraveling.
Pulsed MIG Power Sources for Thin Materials
Pulsed MIG welding technology has revolutionized aluminum welding by providing spray transfer characteristics at 30-50% lower heat input. This pulsing action allows successful welding of thin materials that would otherwise burn through and reduces distortion in sheet metal applications. For beginners learning how to weld aluminum with a MIG welder, a pulsed power source significantly increases your success rate on materials under 1/8 inch thick.
Prepare Aluminum Surfaces Properly
Cleanliness determines aluminum welding success more than any other factor. Contaminated or improperly prepared surfaces guarantee poor weld quality regardless of equipment quality or operator skill.
Dedicated Brushing Techniques
The cleaning process proceeds in stages, beginning with mechanical removal of the oxide layer using stainless steel wire brushes dedicated exclusively for aluminum. Critical warning: Using brushes that have ever contacted steel introduces iron contamination that creates weak spots and discoloration in the weld. Many experienced aluminum welders maintain separate brushes labeled specifically for aluminum use to prevent cross-contamination. Brushing should be vigorous enough to remove the oxide layer but controlled to avoid smearing the surface. Light pressure at moderate brush speed produces the best results, as heavy pressure generates heat that promotes smearing rather than oxide removal.
Solvent Cleaning Protocol
Solvent cleaning follows mechanical brushing to remove oils, greases, and soluble contaminants that mechanical cleaning cannot address. Acetone and isopropyl alcohol both serve this purpose effectively, with acetone drying faster and leaving no residue. Apply solvent with clean lint-free cloths, wiping in one direction and folding the cloth to present a clean surface for each pass. Allow the solvent to evaporate completely before welding, as residual solvent vaporizes during welding and creates porosity in the weld. Time constraint: The period between final cleaning and welding should be less than 30 minutes when possible. Aluminum begins reforming its oxide layer immediately upon exposure to air.
Select Right Filler Wire and Shielding Gas

Filler wire selection dramatically influences weld quality, mechanical properties, and crack resistance. Two alloys dominate aluminum MIG welding applications, though additional options exist for specialized requirements.
ER4043 vs. ER5356 Comparison
ER4043 aluminum filler wire represents the most commonly used general-purpose aluminum welding wire. Silicon additions lower the melting temperature and increase weld pool fluidity, producing attractive welds with good crack resistance. This wire works well with 6xxx series alloys and many 3xxx and 2xxx series materials, making it suitable for a wide range of common aluminum applications. However, ER4043 welds exhibit lower tensile strength than some alternatives.
ER5356 aluminum filler wire provides higher tensile and shear strength than ER4043, making it the preferred choice for structural applications and high-stress joints. Magnesium additions increase strength but slightly raise the melting point and reduce weld pool fluidity compared to ER4043. ER5356 excels with 5xxx series aluminum alloys that contain magnesium.
Shielding Gas Requirements
Shielding gas for aluminum MIG welding requires pure argon, which provides excellent arc stability, good cleaning action, and appropriate droplet transfer characteristics. The gas should be high purity, typically 99.995% or higher, to prevent weld pool contamination. Critical mistake to avoid: Carbon dioxide must never be added to aluminum shielding gas, even in small percentages, as it reacts with molten aluminum to form brittle aluminum carbide particles. Gas flow rates typically range from 20 to 30 cubic feet per hour.
Configure Wire Feed System Correctly
The wire feed system configuration determines whether aluminum welding proceeds smoothly or becomes an exercise in frustration. Proper setup addresses the soft wire’s tendency to deform, tangle, and cause feeding problems.
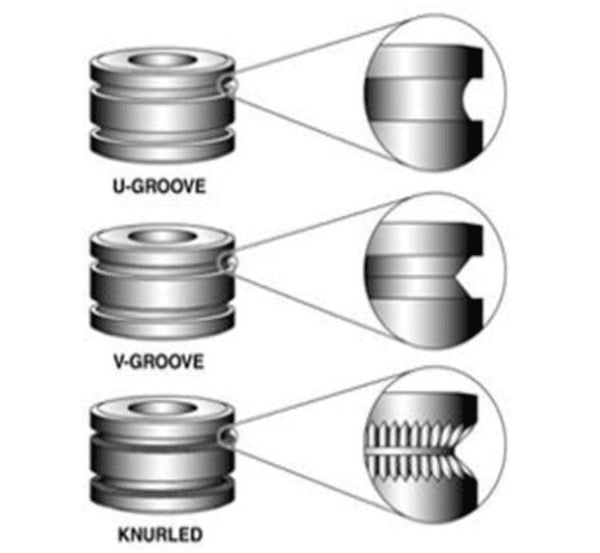
U-Groove Rollers and Tension Settings
U-groove drive rollers provide essential support for soft aluminum wire. The U-shaped groove distributes pressure across a larger surface area than V-groove rollers, preventing the deformation that causes feeding problems and irregular wire shapes. Drive roller tension requires calibration for aluminum wire—sufficient to prevent slippage but not so high that it crushes the soft material. Bird-nesting occurs when continued wire pushing against an obstruction causes the wire to pile up and tangle, making proper tension adjustment critical for preventing this common problem.
Liner Selection for Aluminum
Liner selection significantly affects aluminum wire feeding. Standard steel liners have rough interior surfaces that catch and drag on soft aluminum wire, causing feeding inconsistencies and premature wear. Teflon-lined or graphene-lined cables provide slick inner surfaces that allow aluminum wire to pass through with minimal resistance. The liner must be clean and free of debris that could snag the wire, and liners should be replaced when worn to prevent feeding problems.
Master Spray Transfer Technique
Spray transfer produces the high-quality welds that make aluminum MIG welding worthwhile on appropriate thickness materials. Understanding and executing proper spray transfer technique enables efficient production of sound welds.
Achieving Stable Spray Transfer
Achieving stable spray transfer requires exceeding the critical current threshold for the specific wire diameter being used. This threshold varies with wire size, with larger diameters generally achieving spray transfer at lower current densities but higher absolute amperage. Once above this threshold, the arc becomes smooth and stable, producing a characteristic buzzing sound rather than the crackling associated with lower-current globular transfer.
Travel Speed Optimization
Travel speed significantly influences spray transfer weld quality. The high thermal conductivity of aluminum requires faster travel speeds than steel welding to prevent excessive heat buildup and burn-through. Moving too slowly creates a large heat-affected zone, increases distortion risk, and may burn through thin materials. Moving too quickly produces insufficient penetration and narrow, weak welds. Finding the optimal travel speed requires balancing these factors for the specific material thickness and joint configuration.
Troubleshoot Common Aluminum Weld Problems
Even experienced welders encounter problems with aluminum welding. Understanding the causes of common defects and their remedies enables efficient problem-solving and improved weld quality.
Fix Burn-Through on Thin Materials
Burn-through appears as holes in the weld or base material caused by excessive heat concentrating in one area. The primary causes include too slow travel speed, too high amperage settings, and attempting to weld materials thinner than the process capability. Solutions include increasing travel speed, reducing amperage or wire feed speed, using pulsed MIG for thin materials, and ensuring proper fit-up with minimal gaps.
Eliminate Porosity in Aluminum Welds
Porosity appears as small holes or cavities in the solidified weld metal, caused by gas becoming trapped in the weld pool during solidification. Inadequate shielding gas coverage allows atmospheric nitrogen and oxygen to dissolve in the weld pool, while contaminated base metal or filler wire introduces hydrogen sources that create porosity. Solutions include increasing gas flow rate, checking for drafts, ensuring proper cleaning technique, using fresh filler wire from sealed containers, and verifying correct gas composition.
Achieve Consistent Aluminum Weld Results
Successful aluminum welding combines proper preparation, appropriate equipment, correct technique, and attention to environmental factors. Developing consistent habits in each area produces predictable, repeatable results.
Dedicated Aluminum Equipment System
Maintaining dedicated equipment for aluminum prevents cross-contamination that compromises weld quality. Separate wire brushes, drive rollers, liners, and gloves used only for aluminum work prevent iron contamination that creates weld defects. Labeling aluminum-specific equipment and storing it separately reinforces this practice. When you consistently use dedicated tools for aluminum, your success rate with how to weld aluminum with a MIG welder will dramatically improve.
Environmental Control Strategies
Environmental control improves aluminum welding results. Welding in still air without drafts prevents shielding gas disruption. Temperature control prevents condensation on cold workpieces that introduces moisture into the weld. Clean work environments without dust, grinding debris, or other particulate matter reduce contamination sources. For best results when you’re trying to weld aluminum with a MIG welder, consider creating a dedicated welding area with controlled conditions.
Welding aluminum with a MIG welder presents distinct challenges that demand specialized approaches to preparation, equipment, and technique. The oxide layer requiring removal, the soft wire presenting feeding difficulties, and the high thermal conductivity demanding heat control all distinguish aluminum welding from steel welding. However, these challenges are not insurmountable, and modern equipment has made aluminum MIG welding accessible to welders across experience levels. With proper preparation, appropriate equipment, and practiced technique, MIG welding aluminum produces satisfactory results for home fabricators, automotive restoration enthusiasts, and production welders alike. The satisfaction of creating sound aluminum welds makes the additional effort worthwhile, and the skills developed transfer to increasingly challenging projects as experience grows.
Leave a Reply