Struggling with a damaged battery terminal that won’t hold a secure connection? You’re not alone—thousands of DIY enthusiasts and professionals face this frustrating problem when working with battery packs for electric vehicles, solar storage, or custom power solutions. The challenge of welding battery terminals properly stems from the unique materials involved, particularly aluminum, which conducts heat so rapidly that traditional welding methods often fail or damage the underlying cell. This comprehensive guide cuts through the confusion by providing actionable techniques for successfully welding battery terminals using both professional equipment and accessible repair methods. Whether you’re repairing a stripped terminal on your EVE battery pack or manufacturing custom connections for a DIY power wall, you’ll discover exactly how to weld battery terminal connections that last—without risking thermal damage to your valuable cells.
Choose the Right Welding Method for Your Battery Terminal
Selecting the appropriate welding technology makes or breaks your battery terminal repair success. The three primary methods—fiber laser welding, resistance welding, and mechanical fastening—each excel in specific scenarios while presenting distinct limitations that must guide your decision-making process.
Fiber Laser vs. Resistance Welding: Which Fits Your Project?
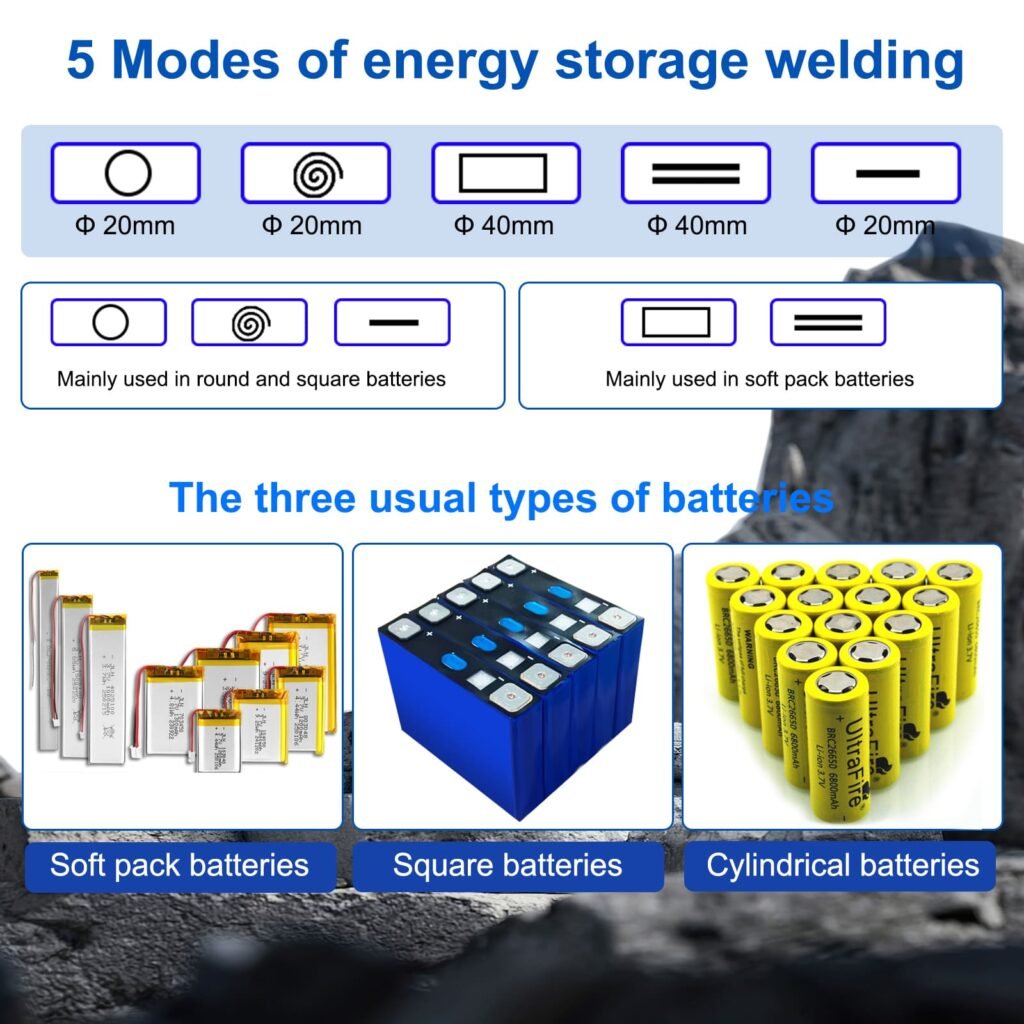
Fiber laser welding stands as the most versatile option for battery terminal applications, offering non-contact operation that eliminates tool wear while delivering consistent, high-quality results. This method works exceptionally well with aluminum terminals (0.006-0.08 inches thick), which present significant challenges for other welding approaches due to aluminum’s high thermal conductivity. For cylindrical, prismatic, pouch, and ultra-capacitor battery types, fiber laser systems create welds almost instantaneously, enabling production speeds of up to 20 welds per second while allowing precise control over weld size and location.
Resistance welding offers a more cost-effective alternative for applications within its capabilities, particularly when working with nickel tab materials up to 0.015 inches thickness. This method relies on passing electrical current through the materials to generate heat at the interface, with modern systems featuring closed-loop feedback control that maintains consistent weld quality. While slower than laser welding at approximately one weld per second, resistance welding equipment costs significantly less and remains the preferred choice for high-volume production of cylindrical batteries where the technology’s capabilities align with production requirements.
When Mechanical Repair Beats Welding
For many DIY enthusiasts and smaller-scale repairs, mechanical repair methods often provide the most practical path forward when professional welding equipment isn’t available. The drilling and tapping method with helicoil inserts creates repairs that frequently exceed the strength of original installations—all using inexpensive tools from any hardware store. This approach works for any terminal material since it doesn’t involve melting metal, though it requires sufficient terminal depth (typically about 6mm) to accommodate the repair.
Diagnose Terminal Damage Before Attempting Repair
Proper diagnosis of terminal damage prevents wasted effort and avoids causing additional damage to batteries that might otherwise be salvageable. Terminal problems typically manifest as loose connections, intermittent electrical contact, or visible physical damage, each indicating different underlying causes that require different approaches.
Identify the Root Cause of Loose Terminals
Loose terminals may result from several distinct causes that your diagnostic process should distinguish between:
– Manufacturing defects that produced terminals never properly secured
– Shipping damage from stacked cells where weight creates continuous pressure
– Improper torquing during installation (either insufficient or excessive)
– Thermal cycling from charge/discharge processes gradually loosening connections
Visual inspection should identify whether the terminal has been pushed down into the battery housing, cracked around its base, or experienced thread stripping that prevents secure fastening. Photographs from multiple angles, including close-up shots showing the extent of any deformation, prove invaluable for planning repair approaches. When inspecting multi-cell battery packs, examine all cells for similar issues, as damage patterns often indicate systemic problems requiring attention across multiple units.
Repair Damaged Battery Terminals Without Specialized Equipment

When terminal damage exceeds what simple tightening can address, the drilling and tapping method with helicoil inserts represents the most reliable mechanical repair for stripped or damaged threads—creating new, stronger threads that provide greater thread engagement than the original installation.
Step-by-Step Terminal Repair Process
-
Select the proper drill bit: Use a 1/4 inch high-speed steel bit with a depth stop to prevent drilling too deeply into the shallow terminal
-
Drill carefully: Proceed slowly through the soft aluminum material (EVE batteries have screw hole depths of approximately 6mm), as excessive speed or pressure can easily damage surrounding material
-
Install the helicoil: Use an M6 helicoil kit appropriate for the hole size to create new internal threads that distribute stress across a larger area using stronger steel material
-
Verify alignment: Critical attention to alignment prevents cross-threading, which can irreparably damage the terminal
Alternative mechanical fasteners offer solutions when helicoil installation isn’t feasible:
– Brass screws: Higher electrical conductivity than steel but sacrifice mechanical strength
– Aluminum screws: Match terminal thermal expansion characteristics but can be difficult to source
– Self-tapping tapered fasteners: Create their own threads in softened aluminum around damaged holes
Handle Aluminum Terminal Welding Challenges Successfully
Aluminum terminals present unique challenges that make them the most difficult battery terminal material to weld successfully. Understanding these challenges and their solutions proves essential for anyone attempting to weld aluminum terminals.
Why Aluminum Resists Conventional Welding
The primary difficulty with aluminum stems from its extremely high thermal conductivity, which causes heat from the welding process to spread rapidly throughout the material. This spreading makes it nearly impossible to contain heat to a small area using conventional welding methods, creating significant risk of damaging the terminal or the underlying battery cell. The heat-affected zone extends far beyond the intended weld area, potentially weakening the terminal structure.
Aluminum’s reflectivity poses additional challenges for laser welding applications. The highly reflective surface bounces a significant portion of incident laser energy away from the weld zone, reducing welding efficiency and potentially creating safety concerns from reflected radiation.
Practical Solutions for Aluminum Terminals
For aluminum terminals, professional laser welding services typically represent the only practical solution for most applications. The extreme difficulty of containing heat during aluminum welding makes laser welding the technology of choice, and the equipment costs for professional-grade laser welding systems typically exceed what individual users can justify for occasional projects.
When seeking professional services, look for facilities with specific experience in aluminum welding and battery terminal applications. Verify that they understand the thermal limitations of battery terminals and have equipment capable of making rapid, precise welds that minimize heat input to surrounding material.
Essential Safety Precautions for Battery Terminal Work

Working with battery terminals involves hazards that require appropriate safety precautions throughout any welding or repair operation. The combination of stored electrical energy, potentially reactive battery materials, and high-temperature welding processes creates risks that proper safety practices can significantly mitigate.
Critical Safety Measures to Implement
Electrical safety: Verify that all stored energy has been discharged safely through appropriate load circuits rather than shorting terminals. Use appropriately rated insulated tools when working near electrical connections.
Thermal management: Maintain awareness of battery temperature during and after welding operations. For lithium-based batteries, thermal runaway can occur if internal temperatures rise sufficiently, potentially resulting in fire or explosion.
Laser protection: When using laser welding equipment, wear appropriately rated welding glasses or shields for the specific wavelength being generated. Implement engineering controls such as enclosures and interlocks to prevent accidental exposure.
Ventilation: Ensure adequate airflow in work areas, particularly when working with materials of uncertain composition that might generate toxic fumes during welding.
Prevent Terminal Failure Through Proper Maintenance
Prevention represents the most cost-effective approach to battery terminal problems, as repairing damaged terminals typically requires more time and expense than preventing damage in the first place.
Torque Control Best Practices
Proper torque application during installation prevents the majority of terminal failures attributed to mechanical causes. Battery terminals typically have specific torque specifications—commonly around 6Nm for many applications—that must be followed precisely. Using a torque wrench that clicks or indicates when the set torque is reached provides much more reliable results than attempting to judge torque by feel alone. Avoid using power tools for final tightening, as they can easily exceed specified torque values and strip threads or deform terminals.
Inspection and Handling Protocols
Regular inspection protocols identify developing problems before they result in complete failure. Visual inspection should look for signs of terminal movement, cracking, deformation, or corrosion around the terminal base. Physical checks should verify terminals remain tight and show no signs of having worked loose. For battery packs in critical applications or those subject to harsh conditions, implement more frequent inspection intervals.
Battery terminals should ship in packaging that prevents cell movement and protects terminals from direct impact. Upon receiving batteries, inspect terminals immediately before installation to identify any shipping damage that might have occurred during transit.
Fix Common Welding Problems Immediately
Even experienced operators encounter welding problems that require diagnosis and correction. Understanding common issues and their solutions enables efficient troubleshooting.
Weak or Incomplete Welds
Weak or incomplete welds typically result from insufficient energy delivery to the weld zone. For resistance welding, this may indicate current settings that are too low, weld duration that is too short, or electrode pressure that is too high. For laser welding, check focus position, power output, and beam quality. Surface contamination can also prevent proper weld formation, so ensure all surfaces are clean and free of oxidation, oil, or dirt before welding.
Excessive Spatter and Burn-Through
Excessive spatter, burn-through, or thermal damage indicates energy levels that are too high for the materials being welded. Reduce power settings or weld duration, and verify that the correct materials are being processed. For resistance welding, ensure electrode geometry provides appropriate contact area for the material thickness being welded. For laser welding, verify that pulse parameters are appropriate for the material type and thickness.
Final Recommendations for Successful Battery Terminal Work
For most DIY enthusiasts and smaller-scale projects, resistance welding equipment offers the best balance of capability and cost-effectiveness, particularly when working with nickel tab materials within the technology’s proven capabilities. Invest in quality equipment with closed-loop feedback control, as the ability to monitor and control the welding process provides results far more consistent than basic equipment can achieve.
Mechanical repair methods, particularly the drilling and tapping approach with helicoil inserts, provide reliable solutions for damaged terminals without requiring any welding equipment. This approach often produces repairs stronger than original installations and costs only a few dollars in tools and materials.
Regardless of the method employed, proper safety precautions protect both you and your batteries throughout the welding process. With the right knowledge, equipment, and precautions, welding battery terminals becomes a manageable task that enables successful battery pack assembly, repair, and maintenance. Remember that understanding the materials you’re working with and respecting their thermal limitations represents the foundation of all successful battery terminal welding operations.
Leave a Reply