
Welding galvanized steel presents unique challenges that demand specialized knowledge and strict safety protocols. The zinc coating that makes galvanized steel so valuable for corrosion resistance becomes problematic when exposed to welding temperatures, creating both health hazards and weld quality issues. Whether you’re a professional fabricator or DIY enthusiast, understanding how to weld galvanized steel properly is essential for creating strong joints while protecting your health. This guide provides actionable techniques that address the specific challenges of welding galvanized material, helping you complete projects safely without sacrificing weld integrity.
The zinc coating vaporizes at temperatures well below steel’s melting point, releasing toxic fumes that pose serious health risks while simultaneously creating porosity problems in the weld metal. Many welders mistakenly treat galvanized steel like bare steel, only to encounter weak joints and dangerous exposure to zinc oxide fumes. However, with proper preparation, equipment selection, and technique, you can successfully weld galvanized steel while maintaining safety standards. This comprehensive guide walks you through every critical step—from initial zinc removal to post-weld corrosion protection—ensuring you have the knowledge to tackle galvanized steel welding projects with confidence.
Why Galvanized Steel Creates Unique Welding Challenges
Galvanized steel’s protective zinc coating transforms from asset to liability during welding operations. Unlike bare steel, the zinc layer reacts violently to welding temperatures, creating multiple complications that affect both weld quality and operator safety.
Understanding Zinc’s Reaction to High Heat
When the welding arc reaches approximately 787°F (419°C), the zinc coating begins vaporizing—well below steel’s melting point of 2,500°F (1,370°C). This vaporization creates visible white smoke containing fine zinc particles that are highly toxic when inhaled. The zinc vapor also becomes trapped in the molten weld pool, forming bubbles that solidify as porosity in the completed weld. This porosity significantly weakens the joint and creates potential failure points under stress.
The Dual Problem of Toxic Fumes and Weld Porosity
Welding galvanized steel creates two interconnected problems: health hazards from zinc fumes and structural weaknesses from weld porosity. As the zinc vaporizes, some becomes absorbed into the molten weld metal before it solidifies, creating microscopic voids that compromise joint integrity. Simultaneously, heat conduction through the metal causes zinc burning on the reverse side of the joint, further degrading corrosion protection in areas adjacent to the weld. These combined issues mean galvanized steel requires different handling than standard mild steel.
Critical Safety Gear for Galvanized Steel Welding

Working with galvanized steel demands comprehensive personal protective equipment that addresses both standard welding hazards and the specific risks posed by zinc fumes. Health consequences of inadequate protection range from temporary metal fume fever to long-term respiratory damage.
Respiratory Protection That Actually Works
A welding respirator specifically rated for metal fumes is non-negotiable when welding galvanized steel. Standard dust masks provide inadequate filtration for zinc oxide particles, which can cause metal fume fever with symptoms including fever, nausea, and muscle aches. Your respirator must carry NIOSH approval for welding fume protection and fit properly to ensure a complete seal—any facial hair interfering with the seal compromises protection. Remember: drinking milk before welding galvanized steel is a common myth with no scientific backing and should never replace proper respiratory equipment.
Ventilation Setup Requirements
Local exhaust ventilation positioned 2-3 feet from your welding location captures fumes at the source before they reach your breathing zone. A dedicated fume extractor provides the most effective solution, but multiple fans strategically placed behind you can serve as an alternative by blowing fumes away from your position. Never weld galvanized steel indoors without ventilation—outdoor work is strongly preferred. If indoor work is unavoidable, open all windows to create cross-ventilation and position fans to direct fumes toward exits.
Proper Zinc Coating Removal Techniques
Thorough preparation before welding significantly impacts both safety and weld quality. The zinc coating must be removed from the immediate welding area and extending approximately 1-2 inches beyond the joint on all sides.
Mechanical Removal for Larger Projects
Use a grinder with 220-grit sandpaper or a low-setting angle grinder to remove zinc from the welding zone. This preparation eliminates the primary source of toxic fumes and prevents porosity problems in the completed weld. While grinding galvanized steel produces less toxic fumes than welding it, always wear respiratory protection during this process. After grinding, clean the area with a wire brush to remove any remaining debris before welding.
Chemical Alternatives for Small Components
For small items like bolts or hardware, soak components overnight in vinegar to dissolve the zinc coating without mechanical abrasion. This method proves particularly useful for delicate parts that might be damaged by grinding. After soaking, rinse components thoroughly with clean water and dry completely before welding. Never use this method for structural components where precise joint preparation is critical.
Best Welding Methods for Galvanized Steel
Selecting appropriate welding equipment significantly impacts both safety and weld quality when working with galvanized material. Not all welding processes handle zinc-coated steel equally well.
Why Arc Welding Outperforms Other Techniques
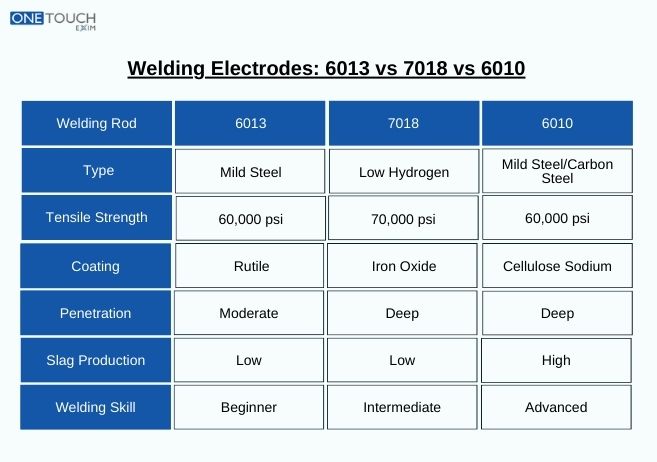
Standard arc welding (stick welding) is the preferred method for galvanized steel, especially for material thicker than 1/4 inch. Arc welding’s high heat input helps burn through any residual zinc not completely removed during preparation while providing excellent penetration. The 6013, 7018, 6011, and 6010 electrodes work particularly well for galvanized applications. For DIY enthusiasts with only one welding machine, an arc welder provides the most versatile solution that handles galvanized steel effectively.
MIG Welding Limitations and Considerations
MIG welding can be used for extremely thin galvanized metals (less than 1/4 inch) but generally isn’t recommended for thicker material. When using MIG on galvanized steel, maintain standard 100% carbon dioxide shielding gas. TIG welding requires perfectly clean joints free of zinc residue to prevent constant tungsten electrode contamination, making it less practical for most galvanized steel applications.
Step-by-Step Welding Technique for Galvanized Steel
Executing proper weld technique on galvanized steel requires adapting standard approaches to account for zinc’s unique behavior when heated.
Joining Two Pieces Properly
Position pieces securely with welding clamps before starting. Begin at one end of the seam, moving the rod forward 2-3 inches, then working backward over the same area at a slightly slower pace. This bidirectional motion ensures thorough coverage and allows trapped gases to escape. Cover each section twice before advancing to the next segment. After completing the weld, wait at least 15 minutes before handling to allow proper solidification.
Repairing Tears and Holes Without Failure
For damaged areas, begin by welding around the perimeter of the tear or hole first. Move forward 2-3 inches along the edge, then return over the same area before progressing. Once the perimeter is complete, work inward toward the center, building up weld metal gradually. This approach prevents excessive heat buildup and allows each layer to cool sufficiently before adding more material.
Fixing Common Galvanized Steel Welding Problems

Understanding predictable issues enables you to produce higher-quality results while maintaining safety standards throughout your welding operation.
Eliminating Porosity in Your Welds
Porosity occurs when zinc vapors become trapped in molten weld metal. Combat it by improving ventilation to remove fumes at the source, reducing heat input through lower amperage settings, and ensuring thorough joint cleaning. If porosity appears, grind out the affected area and re-weld using adjusted parameters. Faster travel speeds generally produce better results as they minimize zinc vaporization time.
Preventing Metal Fume Fever Symptoms
Metal fume fever symptoms (nausea, fever, muscle aches) typically appear within hours of exposure. Prevention requires eliminating exposure through proper ventilation and respiratory protection—not drinking milk or other folk remedies. If symptoms occur, seek fresh air immediately and consult a physician. Never assume you’ve developed immunity through repeated exposure; sensitized individuals may react to even smaller exposures.
Restoring Corrosion Protection After Welding
The primary purpose of galvanizing is corrosion protection, which welding compromises in the immediate area and surrounding heat-affected zone.
Cold Galvanizing vs. Full Re-Galvanizing Options
For most DIY projects, apply zinc-rich paint (cold galvanizing spray) to the welded area after cleaning and drying the surface. Multiple coats may be needed to achieve adequate protection. For critical applications or large components, complete stripping and re-galvanizing provides superior corrosion resistance but at higher cost. This approach allows welding on bare steel without zinc complications, followed by uniform protection of the entire assembly.
When NOT to Weld Galvanized Steel
Professional fabricators consistently recommend avoiding galvanized steel welding when alternatives exist, particularly for critical structural components.
Better Alternatives for Long-Term Durability
For new fabrications, consider manufacturing from uncoated steel and having the completed assembly hot-dip galvanized. This approach eliminates all welding complications while providing uniform corrosion protection. For existing assemblies, mechanical fastening methods like bolts or rivets avoid toxic fume generation entirely and maintain the original galvanized coating’s integrity. Evaluate whether the convenience of welding justifies the safety risks and compromised corrosion protection in your specific application.
Welding galvanized steel successfully requires integrating multiple elements: understanding material challenges, implementing thorough safety precautions, performing proper preparation, selecting appropriate equipment, and addressing post-weld corrosion concerns. When these factors are properly addressed, you can produce strong, durable welds while protecting your health. Remember that the safest approach is often avoiding welding galvanized steel altogether—choose alternatives when possible, and when welding is necessary, never compromise on safety measures.
Leave a Reply