Struggling to complete quality welds in cramped quarters? You’re not alone. Professional welders across construction, automotive repair, and shipbuilding regularly face the frustrating challenge of accessing confined joints where standard techniques and equipment simply won’t fit. When traditional welding approaches fail in these restrictive environments, productivity plummets while safety risks increase dramatically. This guide delivers field-tested solutions that let you conquer tight-space welding challenges without compromising quality or safety. You’ll discover specialized equipment configurations, process adaptations, and clever techniques that enable professional results even in the most constrained work areas.
OSHA Confined Space Regulations You Must Follow Before Welding
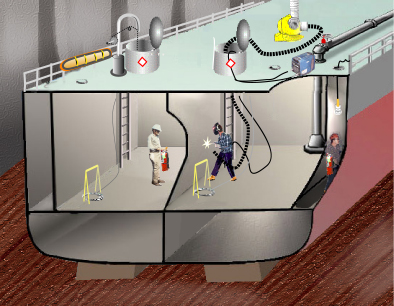
Welding in cramped areas requires understanding critical safety regulations that could save your life. The Occupational Safety and Health Administration’s Standard 1926.1202 defines confined spaces with specific entry requirements that directly impact your welding operations. Before attempting any tight-space welding job, verify whether your work area meets OSHA’s confined space criteria: limited entry/exit points, not designed for continuous occupancy, and potentially hazardous atmospheres.
Never use AC weld output in damp, wet, or confined spaces due to the extreme electrical shock hazard. This seemingly minor oversight has caused fatal accidents when operators ignored the inherent risk of working in tight quarters where moisture accumulates. When welding hundreds of feet from your power source, implement a remote control system before starting work to avoid dangerous trips back and forth across ladders or scaffolding. Each return trip to adjust parameters increases your risk of slips, trips, and falls in already challenging environments.
Why Standard Welding Helmets Fail in Confined Areas
Traditional welding helmets become immediate obstacles when working in tight spaces where head movement is restricted. The bulkiness prevents proper positioning while limited visibility compounds the challenge in dark, enclosed areas. Standard auto-darkening sensors often fail when welding at unusual angles where the arc isn’t visible to the helmet’s sensors.
Electromagnetic Sensing Helmets for Reliable Arc Detection
Upgrade to helmets with electromagnetic sensing technology like Miller’s X-Mode system that detects welding arcs regardless of sensor positioning. These specialized helmets maintain protection even when welding in positions where traditional sensors would miss the arc initiation. For extremely tight areas, consider lightweight weld masks that provide essential eye protection while being up to 40% lighter than standard helmets. These masks allow better head positioning in cramped quarters while still accommodating half-mask respirators underneath for combined respiratory and eye protection.
Compact Wire Feeders That Fit Where Standard Equipment Can’t

Standard wire feeders measuring 12 inches often prove too bulky for tight-space welding operations. Downsize to compact 8-inch wire feeders that deliver the same performance in half the footprint. These smaller units easily navigate confined areas while maintaining critical welding parameters. Pair them with ArcReach technology to eliminate control cables and bring parameter adjustments directly to your welding position.
Remote Control Systems That Eliminate Trips to Power Source
Stop wasting time walking back to your power source for minor adjustments. Implement wireless interface controls that fit in your palm and allow changing processes, fine-tuning arcs, and selecting preset programs right at the weld joint. For critical applications like boiler repair requiring frequent switching between TIG and stick welding, use polarity reversing technology that lets you change welding polarity with a single button press at your remote location.
MIG Welding Techniques for Restricted Joint Access
When welding tee-joints on tubing where the nozzle blocks proper access, immediate solutions can save your project. Start by removing the standard nozzle and running flux core wire for greater reach into tight crevices. This quick adaptation provides significantly better access though it still can’t match the tight-space capability of stick welding.
Tapered Nozzles and Modified Tips for Extreme Access
Invest in tapered nozzles specifically designed for tight joints—they cost approximately $29 but can mean the difference between success and failure on challenging jobs. When budget constraints exist, carefully modify damaged nozzles by grinding them to create custom access points. The key is maintaining sufficient unmelted metal to function properly while maximizing your clearance.
Clever Joint Design Modifications That Eliminate Internal Welding
When possible, cut almost all the way through one piece and bend it rather than welding two pieces together in a deep joint. This eliminates the need for inaccessible internal welding by allowing all work to occur on the outside. Where joint design must remain intact, insert gussets that fill the gap, leaving only exterior welds that you can easily reach. When welding gussets into place, increase wire feed speed by 15-20% and raise regulator pressure to bridge gaps effectively.
TIG Welding Solutions for Extremely Tight Spaces
TIG welding in confined areas presents unique challenges since the process typically requires both hands and clear visibility of the weld pool. Start by extending your tungsten electrode beyond normal specifications for additional reach into tight crevices. This modification requires increasing argon flow rates by 25-30% to maintain proper shielding and prevent tungsten contamination.
Flex-Head Torches That Bend Into Impossible Positions
The Miller flex-head torch provides remarkable access with its ability to bend into a U-shape while maintaining functionality. Measuring approximately 8 inches long with a 1/2 inch diameter body, only the top 2 inches flex, yet this provides enough maneuverability to reach incredibly challenging locations. Navy welders have successfully used these torches for submarine repairs on pipe qualifications up to 1 inch schedule 80 pipe.
When to Skip Filler Metal in Tight TIG Welds
If your TIG cup can’t fit into the space, consider whether filler metal addition is truly necessary. On thin materials with tight fit-up, fusing the pieces together directly eliminates the need for torch access to feed filler rod. This approach works best when complete penetration and fusion can be achieved without additional material, saving you from struggling with impossible torch positioning.
Minimum Clearance Requirements for Quality Tight-Space Welds
A minimum clearance of 3 inches serves as the critical threshold for comfortable welding access in confined structural configurations. Below this measurement, achieving proper electrode angle becomes difficult or impossible depending on your welding process. For channel configurations with less than 3-inch gaps between back-to-back members, visual inspection of the weld becomes challenging while maintaining proper technique.
Channel Welding Techniques That Avoid Internal Access
Rather than attempting to fillet weld entirely within narrow gaps, weld one channel completely first, then address the second channel from accessible angles. Using a backing bar converts the joint to a butt weld configuration that can be completed from the outside. Experienced welders typically reach 4 to 5 inches comfortably from the top and bottom of channel configurations, making partial penetration and exterior fillet welding the practical approach for the second channel.
For optimal channel-to-plate connections, cut and grind a 3/16 or 1/4-inch bevel on the inside of the webs, extending partially onto the channel toes. This allows you to fill the bevel weld from the outside followed by applying fillet welds around the exterior with a 2-inch return down into the gap between channel backs.
Critical Fume Extraction Methods for Tight-Space Welding

Weld fume management becomes especially critical when working in tight spaces, both for OSHA compliance and your long-term health. Confined spaces meeting OSHA’s definition require either general mechanical or local exhaust ventilation meeting specific requirements outlined in section 1926.353(a).
Respiratory Protection That Fits Under Welding Masks
When engineering controls aren’t feasible, select respiratory protection designed specifically for welding in tight quarters. Disposable masks with low-profile designs fit comfortably under most welding helmets without compromising your field of vision. For extended work periods, choose half masks with replaceable filters that offer greater longevity while still fitting under your helmet. Powered air purifying respirators provide the highest protection level for all-day comfort in confined areas, though their bulk requires careful positioning in extremely tight spaces.
Proven Tight-Space Welding Tips from Master Welders
Success in tight-space welding ultimately depends on developed skill, but these expert tips accelerate your learning curve. Focus less on completing large welds in single passes and more on achieving quality in shorter, accessible segments. More starts and stops are acceptable when each segment is accurate and complete—this approach prevents rushed, poor-quality welds caused by forcing access.
Machine Selection That Makes Tight-Space Welding Possible
Older machine models like the Miller Synchrowave often provide superior arc stability for tight-space applications compared to newer, more technically sophisticated models. When working on critical components like aircraft or race car parts, verify that increased argon flow rates for better shielding don’t introduce hidden defects like inclusions that could compromise weld integrity.
For tubing and pipe work, plan your welding sequence to minimize tight-space requirements rather than forcing techniques into inadequate spaces. The physical limits of torch access mean that joint design and welding sequence significantly impact success—sometimes the best solution involves modifying the joint design before welding begins.
7 Actionable Strategies for Successful Tight-Space Welding
Mastering tight-space welding requires combining specialized equipment, adapted techniques, and strategic planning. Start by implementing electromagnetic sensing helmets for reliable arc detection in obstructed positions. Downsize to compact 8-inch wire feeders paired with wireless remote controls that eliminate trips to your power source. For MIG applications, use tapered nozzles or modified tips when standard equipment can’t reach the joint.
Switch to flex-head TIG torches that bend into impossible positions while maintaining functionality. When possible, modify joint designs to eliminate internal welding requirements through gussets or strategic bending. Maintain minimum 3-inch clearance whenever feasible, and implement proper fume extraction methods to protect your health in confined areas.
Finally, develop your skills through deliberate practice on scrap materials before tackling critical jobs. The combination of proper equipment selection, process adaptation, and honed technique enables professional results in even the most challenging confined spaces—turning your tight-space welding struggles into confident, quality work.
Leave a Reply