
Welding nickel alloys demands precision that separates professionals from amateurs in the welding field. Unlike carbon steel or stainless steel, nickel’s unique properties—its sluggish weld puddle, extreme sensitivity to contamination, and proneness to cracking—can turn a seemingly straightforward job into a costly disaster if you don’t know how to weld nickel properly. One wrong move with your shielding gas or a momentary lapse in cleanliness can compromise the entire weld, requiring complete removal and rework of expensive components like aircraft parts made from INCONEL or chemical processing equipment.
This guide cuts through the guesswork by delivering actionable techniques specifically for nickel alloy welding. You’ll discover why standard welding approaches fail with nickel, how to select the right filler metals for your specific alloy, and proven methods to prevent the most common defects that plague nickel welds. Whether you’re working with pure nickel, Monel, Inconel, or Hastelloy, these strategies will help you produce strong, corrosion-resistant joints that perform in demanding environments.
Prevent Nickel Weld Porosity with Proper Gas Mixtures
Porosity remains the most frequent defect when learning how to weld nickel, caused by atmospheric gases trapped in the solidifying weld pool. While nickel alloys share this vulnerability with mild steel, they present an additional hydrogen contamination risk that requires specialized approaches.
Why Pure Argon Isn’t Always Enough
Using 100% argon provides adequate shielding for many applications, but critical nickel welds often benefit from argon-hydrogen mixtures containing up to 2% hydrogen. The hydrogen bubbles actively collect and remove diffused hydrogen from the molten metal, significantly reducing porosity. Never exceed this 2% threshold, as higher concentrations create their own problems.
Nitrogen contamination proves even more dangerous—just 0.025% nitrogen in the weld pool causes visible porosity. This extreme sensitivity means you must eliminate all wind drafts from your work environment and consider gas backing systems for root passes. A larger TIG cup size dramatically improves gas coverage and protection over the joint.
Porosity Prevention Checklist
- Verify adequate shielding gas flow rate (15-25 CFH for TIG)
- Inspect all gas hoses and connections for leaks
- Eliminate air currents in your welding area
- Use gas lens kits on TIG torches for consistent coverage
- Bake materials at 250°F before welding if moisture is suspected
Remove Surface Oxides Completely Before Welding Nickel

Nickel alloys contain aluminum, titanium, and chromium that form surface oxides with melting points far higher than the base metal. These oxides won’t melt during welding and become trapped inclusions that create weak spots and potential crack initiation points.
Why Wire Brushing Fails with Nickel Alloys
Stainless steel wire brushing merely polishes these oxides rather than removing them, leaving contaminants that compromise weld integrity. Carbide deburring tools or aggressive abrasive grinding represent the only effective methods for complete oxide removal. For multipass welds, you must remove oxides between each pass using an angle grinder—surface oxides formed at high temperatures prove particularly detrimental.
Critical mistake alert: Never use compressed air to clean between passes. Moisture in compressed air reintroduces hydrogen contamination, undoing your careful preparation work. Instead, use clean cloths or dedicated non-contaminating air sources.
Master the Sluggish Nickel Weld Puddle with Correct Technique
Experienced welders immediately recognize nickel alloy welding by the thick, sluggish nature of the weld puddle. Unlike stainless steel where the puddle flows freely, nickel alloy puddles resist manipulation, often resulting in overly convex beads with poor toe blending.
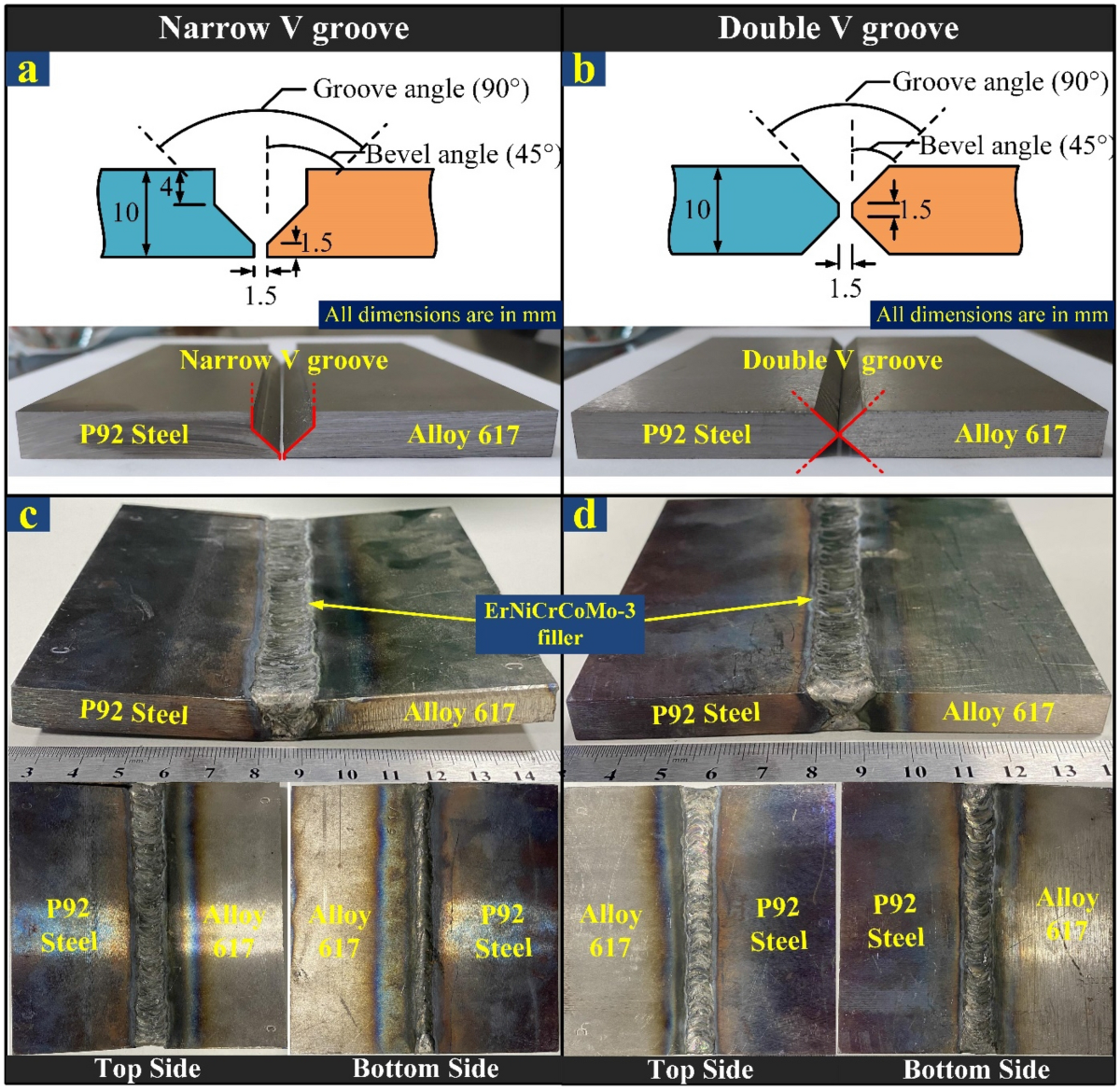
Joint Preparation That Makes a Difference
Grind joints into a 60-80 degree V-butt configuration instead of the standard 90-degree joint used for carbon steel. This narrower angle directs the sluggish puddle flow into the joint rather than creating a lumpy bead profile. Proper joint preparation provides dramatically better control over the weld pool and improves overall fusion characteristics.
When TIG welding, use a tighter arc length and slightly slower travel speed than you would with stainless steel. Allow the puddle to fully establish before adding filler metal, and maintain consistent arc coverage to prevent oxidation.
Stop Cracking Before It Happens: Nickel Weld Contamination Control
Nickel alloys become severely embrittled when contaminated by low-melting-point elements like sulfur, phosphorus, lead, zinc, or cadmium. Cross-contamination represents the single greatest risk during nickel welding—many shop oils contain sulfur, and common tools can introduce lead or zinc without you realizing it.
Dedicated Tools for Nickel Alloy Work
Essential practice: Maintain completely separate tool sets for nickel alloy work. Even seemingly minor contamination sources—a dirty rag, shared grinding belts, or gloves that handled other metals—can cause post-weld cracking weeks or months later. Many professional shops implement color-coded tools and storage areas specifically for nickel alloy projects.
For precipitation hardening alloys like Alloy 718, solution treat the material before welding to relieve residual stresses. This pre-weld heat treatment significantly reduces the risk of post-weld heat treatment cracking during aging processes.
Clean Nickel Alloys Properly: The 3-Step Pre-Weld Protocol
Skimping on cleaning causes more nickel weld failures than any other single factor. Successful how to weld nickel procedures demand rigorous surface preparation that extends beyond standard cleaning protocols.
The Critical Cleaning Sequence
- Degrease first: Remove all oils, paints, cutting fluids, and markings using appropriate solvents
- Remove oxides: Use carbide deburring tools or fresh grinding wheels to eliminate all surface oxides
- Degrease again: Perform final cleaning immediately before welding to remove contaminants from oxide removal
This three-step process proves especially crucial when repairing nickel alloy parts from food processing facilities or chemical exposure environments where residual chemicals or fatty acids may be present.
Select the Right Filler Metal for Your Nickel Alloy Type
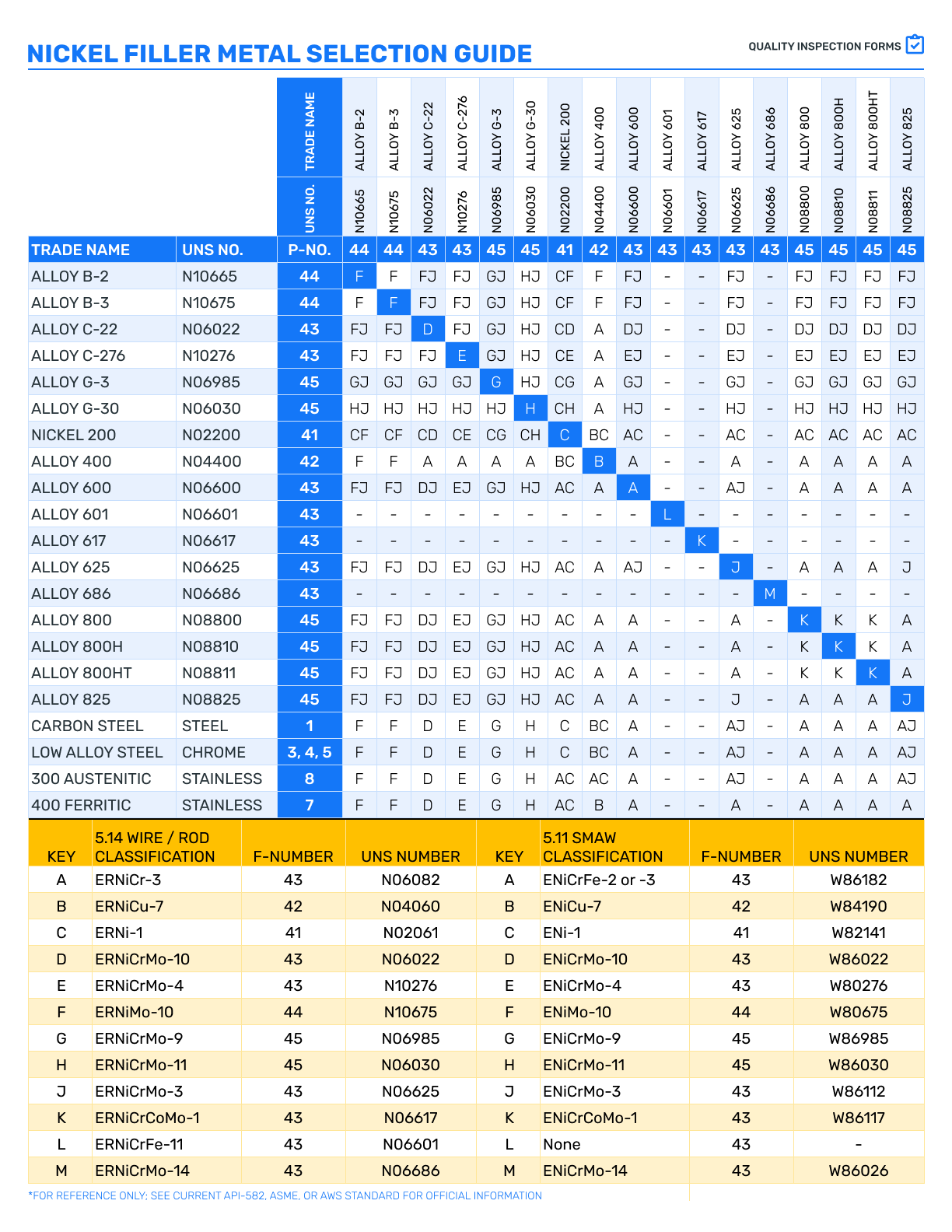
Filler metal selection directly impacts nickel weld quality and performance. Matching filler composition to parent metal generally provides the best results, though overmatching fillers can improve corrosion resistance in specific applications.
Most Common Nickel Alloy Fillers
| Parent Alloy | AWS Designation | Key Characteristics |
|---|---|---|
| Pure Nickel (Nickel 200) | ERNi-1 | Contains 3% titanium to control porosity |
| Nickel Copper (Alloy 400) | ERNiCu-7 | Contains manganese, titanium, and aluminum |
| Nickel Chromium (Alloy 600) | ERNiCr-3 | Contains niobium; versatile for multiple applications |
| Nickel Chromium Molybdenum (Alloy 625) | ERNiCrMo-3 | Ideal for cryogenic to 1000°F applications |
For pure nickel alloys like Nickel 200, ERNi-1 (Nickel 61) serves as the matching filler with 3% titanium specifically added to control porosity. When welding Inconel 600, ERNiCr-3 (Inconel 82) provides the matching filler with niobium addition that also works well for surfacing steel.
TIG Welding Nickel: Settings, Gases, and Electrode Selection
Gas tungsten arc welding represents the superior method for nickel alloys, providing unmatched puddle control, precision, and overall weld quality. This process proves particularly valuable for thin materials, critical applications, and root passes where appearance and integrity matter most.
Optimal TIG Setup for Nickel
Use direct current electrode negative (DCEN) configuration with high-frequency arc starting to prevent tungsten contamination. Thorium tungsten electrodes work adequately, but non-radioactive ceriated or lanthanated electrodes provide better results and longer life, especially for thin materials.
For critical applications, argon-hydrogen mixtures (up to 2% hydrogen) produce cleaner welds with reduced porosity. Ensure your TIG torch cup size provides maximum gas coverage over the joint, and consider gas backing systems for root protection.
MIG Welding Nickel for Thick Sections: Transfer Modes Explained
MIG welding offers greater efficiency than TIG for thicker nickel sections, providing faster deposition rates and higher productivity where appearance is less critical.
Choosing the Right Transfer Mode
- Short-circuit transfer: Best for thin nickel sheets (<1/4″), provides lower heat input but produces more spatter
- Spray transfer: Ideal for thick sections (>1/4″), offers higher deposition rates but requires more heat
- Pulsed MIG: Combines benefits of both modes—high deposition with better puddle control
Never use standard 75/25 argon/CO2 mixtures with nickel alloys. These cause oxidation that severely compromises weld quality. Pure argon or argon-hydrogen blends remain your only acceptable shielding gas options.
Post-Weld Requirements for Nickel Alloys: What You Must Know
Unlike stainless steel, most nickel alloys don’t require post-weld heat treatment to restore corrosion resistance. However, specific applications demand additional considerations.
When Stress Relieving Becomes Necessary
Thermal stress relief should be applied after welding Alloy 400 when it will contact caustic soda, fluosilicates, or hydrofluoric acid to prevent stress corrosion cracking. Similarly, nickel-chromium alloys used in high-temperature water environments may require special high-chromium filler metals developed specifically for this service condition.
For critical applications, implement thorough inspection protocols including visual examination, dye penetrant testing for surface defects, and potentially radiographic or ultrasonic testing for internal defects.
Common Nickel Welding Mistakes Even Experienced Welders Make
Many welders transfer techniques from steel welding directly to nickel alloys without adjusting for material differences, creating preventable defects.
Top 3 Costly Errors to Avoid
- Insufficient oxide removal: Wire brushing instead of grinding between passes
- Inadequate shielding: Using standard cup sizes or working in drafty environments
- Cross-contamination: Using shared tools or handling materials with dirty gloves
Pro tip: Keep a dedicated “nickel-only” workstation with separate grinders, wire brushes, and storage areas. The cost of failed welds on expensive nickel components far exceeds the investment in specialized equipment.
Mastering how to weld nickel requires attention to detail that goes beyond standard welding practices. By implementing these specific techniques for porosity prevention, oxide removal, puddle control, and contamination avoidance, you’ll consistently produce high-quality nickel welds that perform in the most demanding applications—from aircraft components to chemical processing equipment. Remember that cleanliness, proper shielding, and meticulous preparation separate successful nickel welds from costly failures.
Leave a Reply