
Welding stellite demands specialized techniques that differ significantly from standard steel welding. This cobalt-based alloy delivers exceptional wear resistance for engine components, industrial valves, and agricultural equipment, but its high melting point and cracking susceptibility challenge even experienced welders. When you attempt conventional welding methods on stellite, you’ll likely face immediate cracking, poor adhesion, or compromised hardness in your deposit. This guide reveals the proven techniques professional fabricators use to successfully weld stellite by controlling dilution, managing heat input, and selecting the right filler metals—whether you’re rebuilding cam lobes, hardfacing mower brackets, or joining stellite to stainless steel components.
The fundamental mistake most welders make is treating stellite welding like standard fusion welding. Proper stellite welding typically involves depositing a hardfacing layer rather than joining two pieces, requiring precise control of heat input and cooling rates. Understanding this distinction from the start prevents wasted time, materials, and damaged components. By following the specific procedures outlined here, you’ll achieve reliable stellite welds that maintain the alloy’s legendary wear resistance without cracking.
Why Standard Fillers Fail When Welding Stellite to Steel
Using standard stainless steel fillers for stellite welding guarantees failure due to metallurgical incompatibility. The core problem stems from dilution—when base metal mixes with your filler, it alters the stellite’s composition and creates cracking conditions.
The Critical Dilution Problem with Stainless Steel Fillers
When you weld 316 stainless steel to stellite #12 cast material using common fillers like 308L or 309L, iron and carbon from the base metal enter the weld pool. This dilution fundamentally changes the metallurgical properties, creating an intermediate zone more prone to cracking than either pure stellite or stainless steel. The resulting weld typically cracks either within the deposit itself or in the heat-affected zone adjacent to your weld.
Why 308L and 309L Fillers Cause Cracking
These standard stainless fillers lack the thermal expansion compatibility needed between cobalt alloys and steel. As your weld cools, differential contraction creates massive stresses that exceed the material’s strength. The cracks you see are inevitable when using these fillers—they’re not your fault but a direct result of incompatible materials. Save time and materials by avoiding these fillers entirely for stellite applications.
Best Filler Metals for Stellite Welding Success
Selecting the right filler metal represents your most critical decision for successful stellite welding. The proper choice accommodates thermal expansion differences and prevents cracking.
Inconel 625 (ERNiCrMo-3) for Stainless-to-Stellite Joints
For welding 316 stainless steel to stellite, use ERNiCrMo-3 (Inconel 625) with GTAW/TIG process. This nickel-based superalloy provides excellent metallurgical compatibility with both cobalt alloys and stainless steels. Its composition allows it to absorb thermal stresses during cooling, preventing the cracking that plagues stainless fillers. When you use this filler correctly, you’ll achieve strong bonds without cracks even on challenging dissimilar metal joints.
Inconel 82: The Thermal Expansion Solution
Another proven option is Inconel 82 filler metal, which offers a thermal expansion coefficient between stellite and 316 stainless steel. This creates a graduated transition that reduces residual stress. The high ductility of Inconel 82 allows it to absorb thermal contraction without cracking. You’ll find this particularly useful when welding cast components that are more prone to cracking.
Top Hardfacing Electrodes from Stoody, ESAB, and Lincoln
For general hardfacing applications, consider these manufacturer-specific options:
– Stoody offers Stoodite 12 for moderate impact and severe abrasion
– ESAB’s DELORO 500 provides excellent resistance to metal-to-metal wear
– Lincoln Electric’s LO-ALLOY 185 works well for rebuilding worn shafts
– McKay’s ArmorWear delivers high deposition rates for agricultural equipment
Warning: Quality hardfacing materials cost significantly more than standard fillers—some specialized wires reach £3,500 per 15kg reel. Proper technique becomes essential for cost-effective repairs.
GTAW/TIG Stellite Welding Technique Step-by-Step
GTAW (TIG) welding remains the preferred method for precision stellite work on engine components and critical applications requiring fine control over deposit thickness.
Achieving Proper Base Metal “Sweating” Temperature
Begin by heating your base metal to “sweating” condition—just hot enough that the surface shows initial melting signs without significant base metal liquefaction. Apply your first small stellite deposit directly to this sweating surface to establish proper bonding. Subsequent passes should build up material by allowing filler to flow via meniscus effects from existing deposits rather than directly onto base metal. This technique minimizes dilution and preserves stellite’s hardness.
Controlling Torch Angle to Minimize Dilution
Use a steeper torch angle (60-70 degrees) to direct the arc primarily at your filler rod rather than preheating excessive base metal. This controlled approach reduces dilution—the primary cause of failed stellite welds. Keep your torch-to-work distance consistent at 1/8-3/16 inch for optimal arc stability and heat control.
Why Cleanliness Determines Stellite Weld Success
Any contamination from oils, oxides, or surface debris will initiate cracks or cause poor fusion in stellite deposits. Before welding:
– Thoroughly clean base metal with stainless steel brush (dedicated to stellite only)
– Wipe with acetone or isopropyl alcohol
– Keep filler rod clean by handling only with gloved hands
– Protect work area from drafts that could introduce contaminants
Diagnosing & Fixing Common Stellite Weld Cracks
Cracking represents the most frequent problem in stellite welding. Understanding crack patterns helps you diagnose and address underlying causes.
Radial Cracks: Too-Rapid Cooling Solutions
Radial cracks in the middle of your weld deposit indicate excessive stress from rapid cooling or insufficient filler ductility. Fix this by:
– Increasing preheat to 800°F (427°C) for stainless-to-stellite joints
– Using thicker insulation blankets during cooling
– Switching to more ductile fillers like Inconel 82
– Applying multiple thin passes instead of single thick deposits
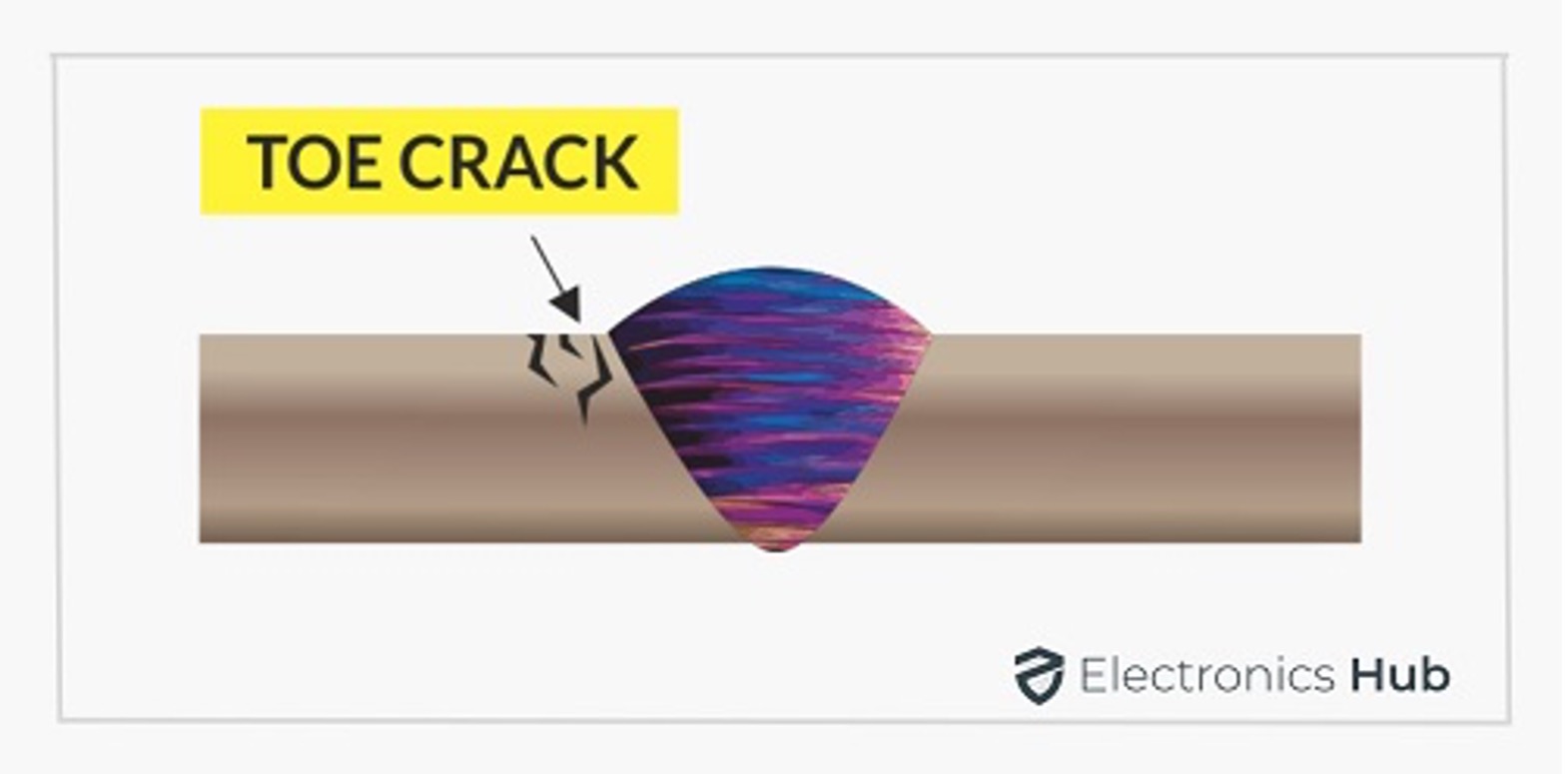
Weld Toe Cracks: Fixing Poor Fusion Issues
Cracks originating at the weld toe and propagating into base material signal poor fusion or excessive stress concentration. Prevent these by:
– Ensuring base metal reaches proper “sweating” temperature before depositing
– Directing arc primarily at filler rod rather than base metal edge
– Using appropriate preheat for your specific base material
– Maintaining proper travel speed to avoid undercutting
Automotive Stellite Welding: Cam Lobe Repair Guide
Rebuilding worn cam lobes represents one of the most common stellite welding applications in automotive work.
Step-by-Step TIG Welding for Steel Camshafts
- Clean cam lobe thoroughly with stainless steel brush and solvent
- Preheat to 500-600°F (260-315°C) for steel camshafts
- Set TIG welder to AC balance with 70% electrode negative
- Work in short 1-2 inch segments, allowing slight cooling between passes
- Deposit stellite in multiple thin layers rather than single thick pass
- Allow complete cooling before grinding to final profile
Why Cast Iron Cams Crack & How to Prevent It
Cast iron camshafts present greater challenges due to their heterogeneous microstructure. Some cast cams accept deposits without issue while others crack consistently. To maximize success:
– Preheat to 900-1000°F (482-538°C) before welding
– Use nickel-based fillers like Inconel 82 for better crack resistance
– Apply stellite in very thin layers with frequent cooling intervals
– Consider post-weld stress relief at 1100°F (593°C) followed by slow cooling
Safety Protocol for Cobalt Alloy Welding
Welding stellite requires enhanced safety measures beyond standard welding practices due to cobalt content.
Essential Ventilation for Stellite Fume Protection
Cobalt dust and fumes pose serious respiratory hazards. Always:
– Work in well-ventilated areas with cross-draft ventilation
– Use local exhaust ventilation positioned 6-12 inches from weld zone
– Wear N95 respirators minimum (P100 recommended for extended work)
– Never weld stellite in confined spaces without proper air monitoring
Critical: The high chromium content in stellite also requires attention to hexavalent chromium exposure limits—follow OSHA guidelines for chromium(VI) when welding.
Cost-Saving Alternatives for Basic Welding Setups
If you lack specialized equipment for proper stellite welding, consider these practical alternatives.
Using Steel Filler as Temporary Repair Solution
For lightly loaded components, building up worn areas with plain steel filler provides temporary relief:
– Accept reduced wear resistance compared to true hardfacing
– Apply multiple thin passes to minimize distortion
– Machine to final dimensions after welding
– Understand this is a stopgap measure, not a permanent solution
Designing Replaceable AR500 Wear Plates Instead of Welding
For components like mower deck brackets, create bolt-on wear plates:
1. Cut AR500 steel plates to match worn areas
2. Drill matching holes in component and plates
3. Secure with grade 8 bolts and locknuts
4. Replace plates when worn rather than rewelding
This approach eliminates welding challenges entirely while providing excellent wear resistance at lower cost than professional stellite hardfacing.
Key Takeaways for Successful Stellite Welding
Mastering stellite welding requires understanding its unique properties and adapting your techniques accordingly. Always use nickel-based fillers for dissimilar metal joints, control dilution through proper technique, maintain appropriate preheat temperatures, and allow slow cooling to prevent cracking. Start with less critical applications to build experience before tackling valuable components. For best results, consult material suppliers like Kennametal Deloro for grade-specific welding procedures—they provide technical support that can save you costly mistakes on your first stellite welding project. With patience and attention to these proven techniques, you’ll achieve durable stellite welds that deliver exceptional wear resistance for demanding applications.
Leave a Reply