Ever wonder how aerospace engineers create flawless welds on critical aircraft components or how custom fabricators produce those mirror-smooth joints on high-end automotive parts? The answer often lies in Tungsten Inert Gas (TIG) welding—the precision process that gives skilled operators complete control over every aspect of the weld. Unlike automatic feed systems, TIG welding separates the heat source from filler metal addition, allowing for unparalleled control when working with stainless steel, aluminum, titanium, and other specialty metals. If you’ve struggled with inconsistent welds or need to join thin materials without burn-through, understanding how TIG welding works will transform your fabrication capabilities and help you produce cleaner, stronger joints with professional results.
Why TIG Welding Creates Superior Quality Joints
TIG welding operates through a carefully balanced interplay of electricity, shielding gas, and manual technique that sets it apart from other welding processes. The non-consumable tungsten electrode carries electrical current to create an arc that reaches temperatures exceeding 30,000°F—hot enough to melt virtually any metal while remaining chemically stable. This extreme heat creates a molten weld pool that the operator controls with surgical precision, adding filler metal only when and where needed. The key to TIG’s superior quality lies in this complete separation of heating and filling functions, giving you independent control over heat input and material deposition.
How the Tungsten Electrode Maintains Stability at Extreme Temperatures
The tungsten electrode withstands incredible heat without melting because of tungsten’s exceptionally high melting point (6,192°F)—the highest of all pure metals. During welding, the electrode tip reaches white-hot temperatures but remains solid, creating a stable electrical pathway for the arc. Different tungsten compositions serve specific purposes: thoriated tungsten (red tip) works best for DC steel welding, while pure tungsten (green tip) forms the perfect ball for AC aluminum work. Proper electrode preparation is critical—pointed tips create focused arcs for thin materials, while balled tips produce wider heat distribution for aluminum’s challenging oxide layer.
What Makes the Inert Gas Shielding Non-Negotiable
Without proper shielding, atmospheric oxygen and nitrogen would contaminate your weld pool within milliseconds. The inert gas—typically argon or helium—flows through the torch cup to create a protective barrier around the molten metal. This gas blanket prevents oxidation, porosity, and embrittlement by displacing air from the weld zone. Insufficient gas flow (below 15 CFH) leaves your weld vulnerable to contamination, while excessive flow creates turbulence that actually draws air into the shielding envelope. The gas lens technology in modern torches optimizes this flow pattern, extending protection during tricky out-of-position welding.
DC vs. AC Power: Matching Current to Your Metal
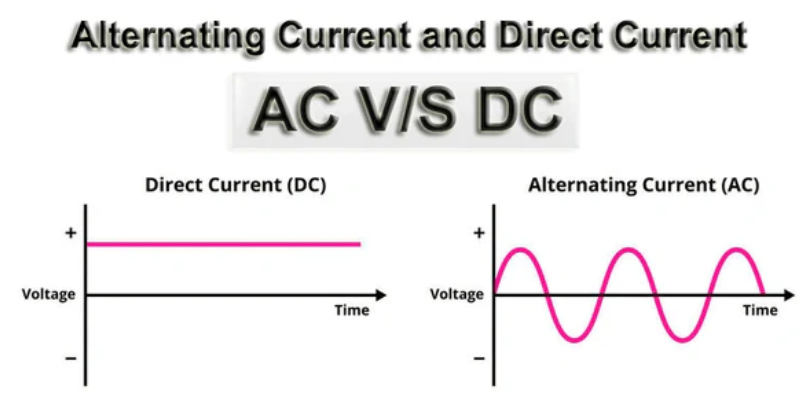
Selecting the correct current type represents one of the most critical decisions in TIG welding. The wrong setting can cause poor penetration, excessive spatter, or failed welds regardless of your technique. Understanding how TIG welding works with different current types ensures you match the process to your specific material requirements.
When to Use DC for Steel and Stainless Steel Welding
For carbon steel, stainless steel, and most non-aluminum metals, DC electrode negative (DCEN) delivers optimal results by directing approximately 70% of the heat to your workpiece. This configuration creates deep, narrow penetration perfect for joining thicker materials in single passes. When using DCEN, maintain a consistent arc length of 1/8 to 3/16 inch and a travel angle of 10-20 degrees. The challenge? Avoiding tungsten inclusion—those tiny fragments of electrode that can embed in your weld if you accidentally dip the tungsten into the molten pool. Keep your electrode steady and your hands relaxed to prevent this common defect.
Why Aluminum Requires AC Waveform Settings
Aluminum’s stubborn oxide layer (melting at 3,600°F versus the base metal’s 1,200°F) demands alternating current to break it down. During the electrode-positive half-cycle, the arc cleans the surface by removing oxides through ion bombardment, while the electrode-negative half-cycle provides the heat needed for penetration. Modern TIG machines feature balance control that lets you adjust this cleaning action—more electrode-positive time increases cleaning but reduces penetration. For most aluminum work, start with 60-70% electrode-negative balance and adjust based on your specific alloy and thickness.
Mastering the Two-Handed TIG Welding Technique
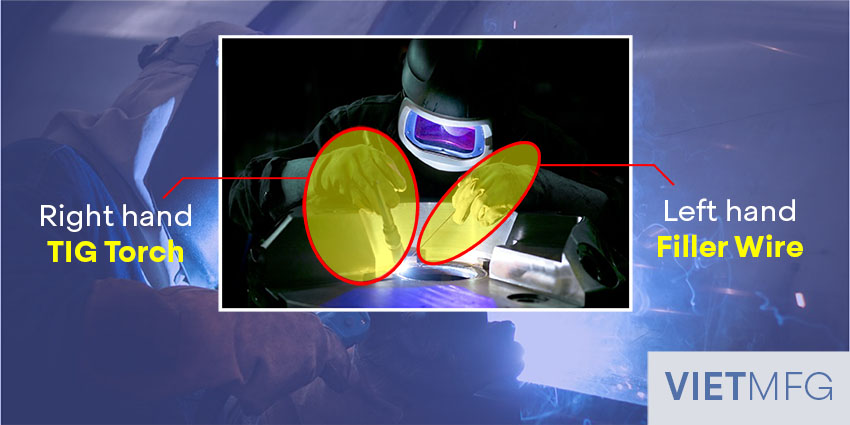
TIG welding’s distinctive two-handed operation separates beginners from professionals. This technique requires developing muscle memory until your movements become instinctive, transforming what feels awkward at first into a fluid, controlled process.
How to Position Your Torch for Optimal Visibility and Control
Hold the torch at a 15-20 degree angle from vertical, leaning slightly backward in your direction of travel. This angle provides clear visibility of the weld pool while directing heat effectively into the joint. Keep your wrist stable against the workpiece for support, using small arm movements rather than wrist flicks to control the arc. Your torch hand should remain steady enough that if you placed a coin on your wrist, it wouldn’t fall off—a technique that minimizes shaking and ensures consistent arc length.
What Proper Filler Rod Technique Looks Like in Practice
Feed filler rod at a 15-20 degree angle to the workpiece, preheating the rod tip in the arc’s outer edge before dipping it into the leading edge of the weld pool. The key is adding filler only when the pool forms, then withdrawing the rod while maintaining the arc on the base metal. For thin materials, use a dabbing motion—dip, withdraw, repeat—while thicker sections benefit from a continuous feed. Always keep the rod within the shielding gas envelope to prevent contamination; never pull it completely out of the gas coverage.
Preventing Common TIG Welding Defects Before They Happen
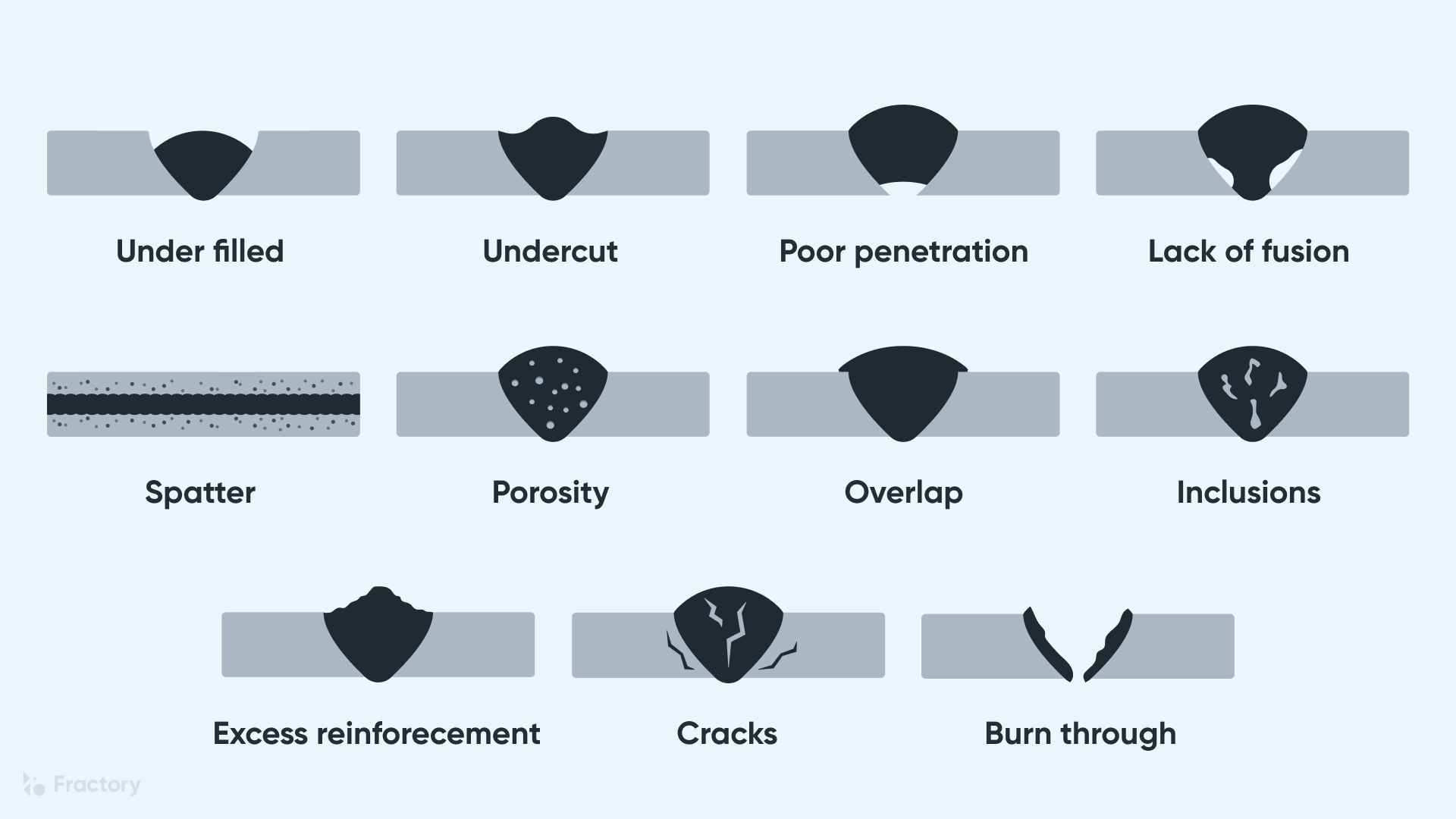
Understanding how TIG welding works means recognizing potential problems before they ruin your weld. Many defects stem from preventable issues that careful operators can avoid with proper preparation and technique.
How to Eliminate Porosity in Your TIG Welds
Porosity appears as tiny bubbles trapped in your weld metal and typically results from inadequate shielding gas coverage. To prevent this:
– Verify gas flow between 15-25 CFH before starting
– Clean base metal thoroughly with acetone or stainless steel brush
– Position yourself to avoid working in drafts or wind
– Use a gas lens for better coverage on complex joints
– Maintain proper travel speed—too slow allows air intrusion as the metal cools
Why Crater Cracking Occurs and How to Stop It
That small crack at the end of your weld bead happens because the solidifying metal shrinks while cooling. Prevent crater cracks by:
– Using the foot pedal to gradually reduce amperage at weld termination
– Adding extra filler metal as you finish
– Moving the torch backward slightly while adding filler
– Creating a smooth transition rather than an abrupt stop
– For critical applications, use machines with post-flow and crater fill settings
When TIG Welding Outperforms Other Processes
TIG welding isn’t always the fastest method, but its precision makes it indispensable for specific applications where quality trumps speed. Knowing how TIG welding works helps you recognize when it’s the right choice for your project.
Applications Where TIG’s Precision Becomes Essential
Choose TIG welding when you need:
– Clean, spatter-free welds on visible surfaces
– Welding of thin materials (under 1/8 inch) without burn-through
– Joining dissimilar metals with different melting points
– Critical welds where defects could cause safety issues
– Work on reactive metals like titanium that demand perfect shielding
Why Aerospace and Medical Industries Rely on TIG
These high-stakes industries specify TIG welding because it produces:
– Leak-proof seals for fuel and hydraulic systems
– Clean welds that won’t shed particles in sterile environments
– Precise heat control for delicate components
– Welds that maintain material integrity without contamination
– Cosmetic quality that requires minimal post-weld finishing
Essential Maintenance for Reliable TIG Welding Performance
Your TIG equipment requires specific care to maintain the consistent performance that quality welding demands. Neglecting these maintenance steps leads to frustrating problems that undermine your technique.
How Often to Replace Critical Torch Components
Check these components before each welding session:
– Collets and collet bodies: Replace when worn or damaged (typically every 50-100 hours)
– Gas cups: Inspect for cracks or erosion that disrupt gas flow
– Electrode holders: Ensure tight connections without arcing
– Gas lenses: Clean regularly to prevent clogs in the fine mesh screens
Proper Tungsten Grinding Techniques You Should Follow
Use a dedicated tungsten grinder to:
– Create consistent tip geometry for your application
– Grind perpendicular to the electrode axis (never parallel)
– Maintain the correct included angle (15-30 degrees for steel, balled for aluminum)
– Avoid cross-contamination between different tungsten types
– Replace grinding wheels when they become loaded with tungsten
Understanding how TIG welding works transforms it from a frustrating process into your most valuable fabrication tool. The precision control, clean welds, and versatility with different metals make mastering TIG welding worth the learning curve. Start with proper setup—correct current type, appropriate tungsten, and sufficient shielding gas—then focus on developing consistent hand movements. Practice on scrap metal until your torch hand remains steady and your filler rod additions become rhythmic. With time, you’ll develop the muscle memory that makes TIG welding feel natural, allowing you to produce professional-quality welds on even the most challenging materials. Remember, the difference between acceptable and exceptional TIG welds lies in understanding the process deeply and respecting the delicate balance of factors that create a perfect weld.